Привод для продольной и поперечной подач одинаков, отличие состоит лишь в том, что шаг ходового винта продольной подачи равен 10 мм, а поперечной подачи - 5 мм. Дискретность задания перемещений в продольном направлении равна 0,01 мм, а в поперечном - 0,005 мм.
Скорость перемещения суппорта изменяется в зависимости от величины напряжения управляющих сигналов, поступающих из блока управления на следящий привод подач. Напряжение управляющих сигналов изменяется от +10 до -10 вольт. Изменяя напряжение управляющих сигналов, можно с разной скоростью осуществлять рабочие подачи или быстрые перемещения суппорта.
Рабочие додачи изменяются в диапазоне:
продольные - 0,01-20 мм/об, поперечные - 0,005-10 мм/об, шаг нарезаемых резьб - 0,01-40,959 мм.
Ускоренные перемещения осуществляются со скоростями 7,5 м/мин в продольном и 5 м/мин в поперечном направлениях.
Для отключения движения суппорта на продольной и поперечной линейках с двумя продольными, пазами установлены кулачки аварийного отключения подачи и контроля исходного (нулевого) положения суппорта (рис.8.4 и 8.5). Кулачки воздействуют на блоки путевых электропереключателей, смонтированных на каретке станка. Кулачки аварийного отключения должны воздействовать за 5-8 мм до механического ограничена хода (до крайних положений поперечного суппорта - упора каретки в корпус задней бабки и резцов в кулачки патрона).
По команде этих кулачков (при ошибке программиста или наладчика) отключается подача в соответствующем направлении без удара о смежные узлы. При этом система ЧПУ и станок не отключаются и информация о положении суппорта, поступающая от датчиков обратной связи, сохраняется в памяти системы.
9. УСТРОЙСТВО ЧПУ 2У22
9.1. Назначение и основные технические данные
Устройство предназначено для программного управления станком. По виду обработки геометрической информации устройство 2У22 является контурным на базе ЭВМ (электроника-60).
Устройство обеспечивает одновременное управление по двум координатам, а также нарезание резьбы на цилиндрической и конической поверхностях.
Управляющая программа записывается в операционно-записывающее устройство.
Программное обеспечение устройства осуществляет: выход в нуль станка; коррекцию рабочих подач и скорости главного движения; управление поиском и сменой инструмента; задание величины переменной в абсолютных и относительных значениях; задание величины подач в мм/мин и мм/об; задание режимов и подрежимов работы системы.
Устройство обеспечивает ввод информации:
1) с клавиатуры пульта оператора;.
2} с фотосчитывающего устройства
3) с электрофицированной пишущей машины;
4) от ЭВМ высшего ранга.
Вывод информации обеспечивается:
1) на блок отображения символьной информации (дисплей);
2) на перфоратор;
3) на электрофицированную пишущую машину.
Устройство ЧПУ мод. 2У22 позволяет вести редактирование программ, задавать режимы работы устройства, вводить программу с ФСУ с клавиатуры, изменять режимы обработки (подачу и скорость резания), вводить начало системы отсчета и коррекцию на инструмент, осуществлять тестирование, то есть нахождение причин сбоев работы станка.
9.2 Органы управления УЧПУ
Управление устройством ЧПУ обеспечивает следующие функции: 1) ввод и отладку управляющей программы; 2) контроль за отработкой программы; 3) выбор одного из режимов работы УЧПУ.
К органам управления (рис.9.1,а, б, в) относятся: пульт управления, пульт коррекции, пульт включения, а также экран с отображением символьной информации.
Пульт управления УЧПУ
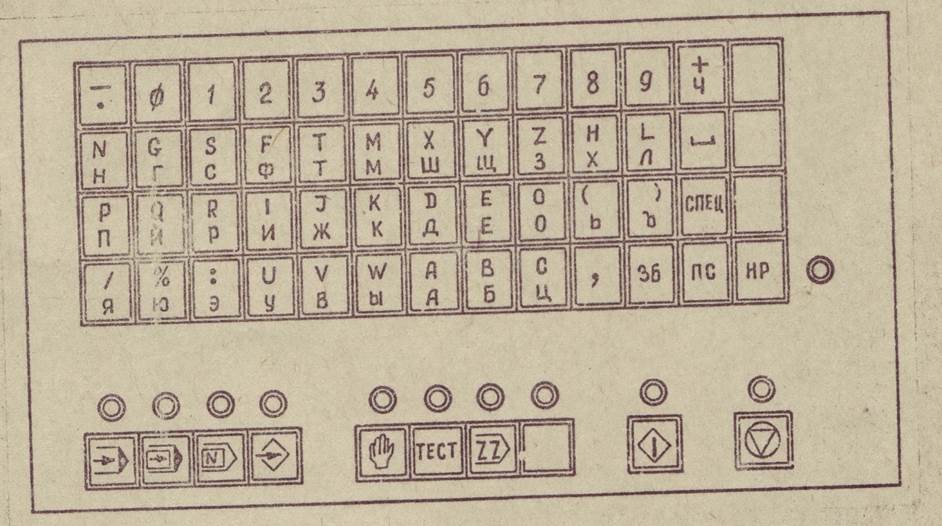
Рис. 9.1. а
Пульт коррекции УЧПУ
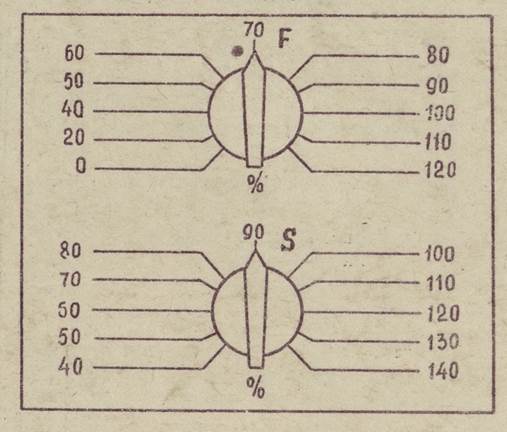
б
Пульт включения УЧПУ
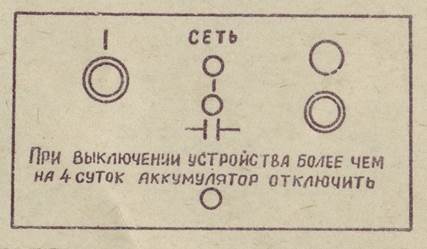
в
Рис. 9.1
Клавиатура пульта управления имеет два регистра - нижний и верхний. На нижнем регистре расположены буквы русского алфавита и «.»(точка), на верхнембуквы латинского алфавита и знаки «+», «-», ), (, %, :, /. Имеется клавиша переключения регистров НР. Пульт коррекции позволяет корректировать рабочую подачу от 0 до 120 %, а скорость главного движения от 40 до 140 %, против значения выбранного в управляющей программе.
9.3 Режимы работы устройства ЧПУ
При включении соответствующей режимной клавши и клавиатуры пульта управления, устройство обеспечивает задание режимов и подрежимов согласно табл.9.1.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.