4.5. Обработка на станках с прямолинейным главным движением резания (строгальных, долбежных, протяжных)
При строгании и долблении на заготовках обрабатывают плоскости или линейчатые поверхности профильного сечения с прямолинейными образующими. Строгание и долбление основаны на простейшей принципиальной кинематической схеме резания, предусматривающей действие в процессе резания лишь одного главного движения — прямолинейно направленной скорости резания v.
Строгальные станки осуществляют главное движение в горизонтальной плоскости, а долбежные станки — в вертикальной плоскости. Во время осуществления главного движения механизм подачи на строгальных и долбежных станках не действует. Поэтому на принципиальных кинематических схемах резания вектор движения подачи отсутствует.
Протяженность пути движения резца ограничена настройкой станков. Совершив рабочий путь резания l0, резец или заготовка пройдя в обратном направлении то же расстояние, возвращается в исходное положение. Полный цикл работы строгального и долбежного станков состоит из равных по длине рабочего и холостого ходов, что дает основание вести счет пройденного пути или времени работы станка по двойным ходам. После каждого двойного хода механизм привода главного движения станков отключается и включается механизм привода подачи S, выражаемой в мм/дв.ход. После завершения движения подачи снова включается механизм привода главного движения и осуществляется очередной двойной ход. Последовательное чередование главного движения резания со скоростью V и вспомогательного движения с подачей S составляет специфику строгания и долбления.
Строгальные станки подразделяют на поперечно-строгальные и продольно-строгальные. У поперечно-строгальных станков движение резания сообщается инструменту (резцу), а движение подачи передается на заготовку. У продольно-строгальных станков движение резания сообщается заготовке, а движение подачи — инструменту (резцу).
Строгальные и долбежные станки применяют как в единичном, так и в серийном производстве для обработки поверхностей с прямолинейной образующей. Для обработки заготовок небольших габаритных размеров (600х600х100 мм) применяют поперечно-строгальные станки. Для крупногабаритных корпусных заготовок, а также большой длины (2—12 м) применяют продольно-строгальные станки. На долбежных станках обрабатывают заготовки таких же размеров, как на поперечно-строгальных.
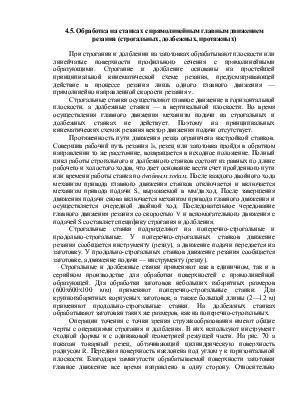
Операции точения с точки зрения стружкообразования имеют общие черты с операциями строгания и долбления. В них используют инструмент сходной формы и с одинаковой геометрией режущей части. На рис. 70 а показан токарный резец, обтачивающий цилиндрическую поверхность радиусом R. Передняя поверхность наклонена под углом γ к горизонтальной плоскости. Благодаря замкнутости обрабатываемой поверхности заготовки главное движение все время направлено в одну сторону. Относительно поверхности заготовки резец совершает движение по винтовой траектории. Вектор скорости резания, приложенный к резцу, направлен вверх.
Рис. 70 Совмещенная схема обработки материалов резцовым инструментом
Если развернуть резец относительно оси против хода часовой стрелки на угол 90° и увеличить радиус заготовки до R = ∞, то тогда будет схема строгания (рис. 70, б). Передняя поверхность наклонена под углом γ к вертикальной плоскости. Так как поверхность заготовки прямолинейна, то она может быть только ограниченной длины l, а резец или заготовка совершают возвратно-поступательное движение. Прямолинейное главное движение осуществляется в горизонтальной плоскости, и вектор скорости резания, приложенный к резцу, горизонтален.
Повернув вновь резец против хода часовой стрелки на 90° переходим к схеме долбления (рис.70, в). Передняя поверхность резца наклонена под утлом γ к горизонтальной плоскости, но обращена вниз, отбрасывая в этом направлении срезанную стружку. Чтобы избежать погрешностей обработки, связанных с упругими деформациями изгиба державки, положение последней относительно режущей части изменено так, чтобы она работала на сжатие (контур державки долбежного резца показан штрихпунктирной линией). Главное рабочее движение у долбежного резца вертикально и прямолинейно. Характер движения — возвратно-поступательный. Траектория относительного рабочего движения — вертикальная линия. Геометрия рабочей части долбежного резца идентична геометрии рабочей части строгального и токарного резца.
На основании общности рассмотренных схем все определения геометрических и режущих параметров, расчетные уравнения силы резания и скорости резания, выведенные для точения, справедливы также для строгания и долбления.
Долбление обычно используется при необходимости обработки на заготовке глухих весьма точных пазов.
На станках с гидравлическим и реечным механическим приводом скорость резания на всем рабочем пути резания постоянна. Таким приводом оснащены все горизонтально-строгальные и часть поперечно-строгальных станков. На долбежных и поперечно-строгальных станках с кулисным приводом скорость резания переменна и в течение хода резца изменяется по синусоидальному закону.
Поперечно-строгальные станки предназначены для обработки горизонтальных, вертикальных и наклонных поверхностей. Резец, закрепленный в суппорте, совершает возвратно-поступательное движение (главное движение резания).
Обрабатываемой детали, закрепленной на столе станка, сообщается периодическое движение поперечной подачи в горизонтальной плоскости.
 |
Рис. 71 Основные узлы поперечно – строгального станка
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.