5.10. Напряжения, деформации и образование дефектов в сварных швах
Напряжения и деформации при сварке плавлением. При сварке в зоне сварного шва от воздействия концентрированного источника тепла происходит неравномерный нагрев металла. Такой нагрев вызывает образование временных и остаточных сварочных напряжений и деформаций. Временными называются такие, которые изменяются в каждый последующий момент, а остаточными — которые остаются постоянными длительное время.
Остаточные сварочные напряжения возникают в результате затруднений расширения и сжатия металла при его нагреве и охлаждении. конструкция может изменить форму и размеры, т.е. деформироваться. Наличие остаточных напряжений и деформаций приводит к снижению работоспособности сварных конструкций, так как при их работе остаточные напряжения складываются с напряжениями от внешних нагрузок. Высокий уровень напряжений является одной из основных причин образования трещин в сварном соединении. Для повышения работоспособности сварных конструкций необходимо применять методы, снижающие величину сварочных деформаций и напряжений.
Возникновение напряжений в сварном соединении. Для простоты рассуждений примем, что при сварке двух пластин встык сварной шов укладывается одновременно по всей их длине. Тогда сварной шов можно представить как стержень, закрепленный по всей своей длине.
При нагреве сварного шва в нем возникают напряжения сжатия, уравновешенные растягивающими напряжениями в основном металле. После полного остывания в шве будут растягивающие, а в основном металле — сжимающие напряжения. Если сварной шов не связан со свариваемыми пластинами, то свободные температурные деформации приведут к его удлинению.
На самом же деле шов жестко связан со свариваемыми пластинами, и свобода его к изменению размеров при нагреве и охлаждении ограничена. Действительные деформации в шве при нагреве будут меньше, чем должны быть при свободном расширении, т.е. металл шва расширяется в стесненных условиях, и в нем возникают сжимающие напряжения. Но расширяющийся в высокотемпературной зоне металл растягивает более холодные участки, в которых возникают растягивающие напряжения.
При охлаждении будут протекать процессы усадки, что приведет к изменению характера напряженного состояния. Напряжения при этом поменяются на обратные: там, где были сжимающие напряжения, возникнут напряжения растяжения, и наоборот. Эти напряжения максимальны вблизи оси шва (поперечные напряжения) и в середине шва (продольные напряжения) (рис. 129).
Для низкоуглеродистых и низколегированных сталей поперечные напряжения в сварном шве и околошовной зоне близки к пределу текучести, продольные — значительно ниже.
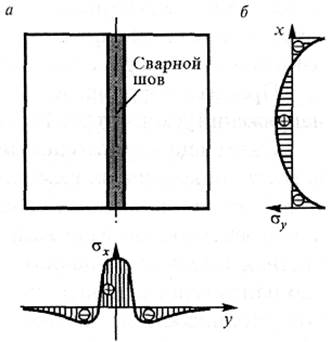 |
Рис. 129. Эпюра поперечных (а) и родольных (6) остаточных напряжений стыковом сварном соединении
Влияние сварочных напряжений и деформаций на работоспособность конструкций. Остаточные сварочные напряжения и деформации могут влиять на получение и сохранение точных размеров и форм сварных конструкций, а также на их прочность и работоспособность.
В процессе последущей механической обработки происходит перераспределение сил и напряжений в деталях, что вызывает изменение их размеров и форм. Эксплуатационные нагрузки приводят к дополнительному нагружению сварных конструкций, при этом остаточные сварочные напряжения суммируются с напряжениями от внешних нагрузок. Суммарное напряжение в конструкции может превысить предел прочности материала, что приведет к возникновению трещин. Кроме того, могут возникнуть дополнительные деформации, изменяющие размеры деталей. Таким образом, остаточные растягивающие напряжения снижают статическую прочность сварных соединений.
Вибрационная прочность сварных конструкций также снижается под действием остаточных растягивающих напряжений. Практически деформации и остаточные напряжения при наличии концентраторов в условиях пониженных температур могут оказывать резко отрицательное влияние на сопротивление сталей началу хрупкого разрушения.
Остаточные растягивающие напряжения являются одной из основных причин появления так называемых холодных трещин в закаливающихся сталях. Они возникают непосредственно после сварки или в процессе вылеживания сварных конструкций. Остаточные напряжения являются основной причиной так называемых замедленных разрушений.
Процессы коррозии под воздействием остаточных растягивающих напряжений ускоряются в 10... 100 раз.
Сжимающие остаточные напряжения понижают местную устойчивость тонкостенных элементов сварных конструкций. Местная устойчивость тонкостенных элементов конструкции определяется величиной действующих в них напряжений сжатия или сдвига. Нередко местная потеря устойчивости таких элементов наступает от остаточных напряжений еще до приложения рабочих нагрузок. Потеря местной устойчивости может явиться непосредственной причиной потери общей устойчивости.
Перемещения свариваемых деталей в процессе сварки создают деформации в зоне кристаллизации металла сварочной ванны и могут привести к образованию горячих (кристаллизационных) трещин.
Во время сварки, в ряде случаев, возникают перемещения в зоне формирования сварного соединения. Это может привести к смещению свариваемых кромок и изменению зазора в стыке, в результате чего возникает непровар.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.