Основными преимуществами сварки в углекислом газе являются: экономичность, недефицитность, дешевизна защитного газа и достаточно высокое качество швов. Сварка в углекислом газе широко применяется в промышленности. В производстве и ремонте подвижного состава наиболее распространена механизированная сварка в среде углекислого газа с применением шланговых полуавтоматов.
Таким образом, основными преимуществами сварки в защитных газах по сравнению с ручной дуговой сваркой и сваркой под флюсом являются: высокая степень защиты металла; при сварке в аргоне — отсутствие шлака на поверхности сварного шва; сварка во всех пространственных положениях; возможность визуального наблюдения за процессом; низкая стоимость сварки в углекислом газе; более высокая производительность, чем при ручной сварке.
5.7. Технология и оборудование бездуговых способов сварки плавлением
При сварке плавлением в качестве источника тепла, кроме электрической дуги, могут применяться: газокислородное пламя, электрошлаковый нагрев, плазменная струя, электронный и лазерный лучи.
Электрошлаковая сварка
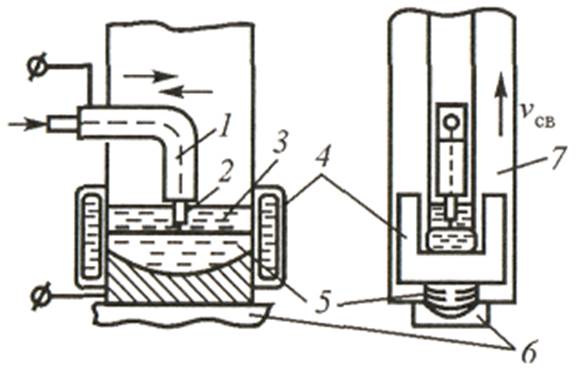 |
Рис. 123. Схема процесса электрошлаковой сварки
Процесс начинается, как и при автоматической сварке, с зажигания дуги на вводной планке 6, на которую насыпается флюс. В результате расплавления флюса электрической дугой образуется шлаковая ванна 3. После накопления жидкого шлака дуга гаснет (вследствие шунтирования тока), а подача проволоки и подвод тока продолжаются. При прохождении тока через электропроводную шлаковую ванну 3, обладающую высоким сопротивлением, в ней выделяется большое количество тепла, достаточного для поддержания высокой температуры шлака и расплавления кромок основного металла и электродной проволоки. Проволока 2 вводится в зазор, подается в шлаковую ванну с помощью мундштука 1 и служит для подвода тока и пополнения сварочной ванны 5 расплавленным металлом. Как правило, электрошлаковую сварку выполняют при вертикальном положении свариваемых деталей 7. Формирование шва осуществляется с помощью медных ползунов 4, перемещающихся по мере образования сварного шва в вертикальном направлении. Медные ползуны охлаждаются проточной водой.
В начальном и конечном участках шва образуются дефекты. В начале шва—непровар кромок, в конце шва—усадочная раковина и неметаллические включения. Сварку начинают на вводной, а заканчивают на выводной пластине, которые удаляют газовой резкой.
Электрошлаковая сварка находит применение в тяжелом машиностроении для изготовления сварно-кованых и сварно-литых конструкций, таких как станины мощных прессов, коленчатые валы судовых дизелей и т.п.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.