1. Анализ чертежа детали и качественная оценка ее технологичности.
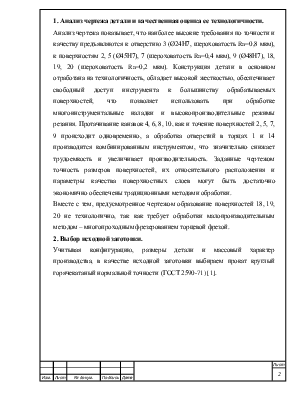
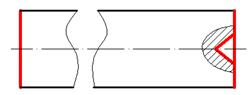
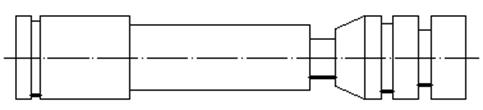
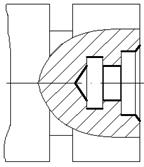
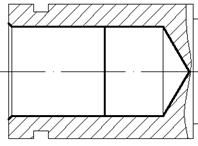
Анализ чертежа показывает, что наиболее высокие требования по точности и качеству предъявляются к отверстию 3 (Ø24Н7, шероховатость Ra=0,8 мкм), к поверхностям 2, 5 (Ø45Н7), 7 (шероховатость Ra=0,4 мкм), 9 (Ø48Н7), 18, 19, 20 (шероховатость Ra=0,2 мкм). Конструкция детали в основном отработана на технологичность, обладает высокой жесткостью, обеспечивает свободный доступ инструмента к большинству обрабатываемых поверхностей, что позволяет использовать при обработке многоинструментальные наладки и высокопроизводительные режимы резания. Протачивание канавок 4, 6, 8, 10, как и точение поверхностей 2, 5, 7, 9 происходит одновременно, а обработка отверстий в торцах 1 и 14 производится комбинированным инструментом, что значительно снижает трудоемкость и увеличивает производительность. Заданные чертежом точность размеров поверхностей, их относительного расположения и параметры качества поверхностных слоев могут быть достаточно экономично обеспечены традиционными методами обработки.
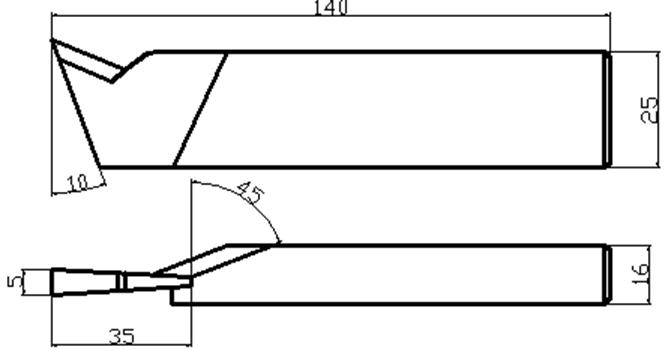
Вместе с тем, предусмотренное чертежом образование поверхностей 18, 19, 20 не технологично, так как требует обработки малопроизводительным методом – многопроходным фрезерованием торцевой фрезой.
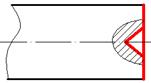
2. Выбор исходной заготовки.
Учитывая конфигурацию, размеры детали и массовый характер производства, в качестве исходной заготовки выбираем прокат круглый горячекатаный нормальной точности (ГОСТ 2590-71) [1].
3. Технологический маршрут обработки детали (золотник).
|
№ опера-ции |
Наименование и краткое содержание операции |
Технологическая база |
Станок |
|||||||||||||||||||||
|
005 010 015 020 025 030 035 |
Токарная
Точить торец исходной заготовки Центровать торец 14 Отрезать заготовку Токарная
Точить торец 1 Центровать торец 1 Токарная
Черновое, получистовое, чистовое,
тонкое точение поверхностей 2,5,6,7,9 Прорезать канавки 4,6,8,10 Сверлильная
Сверлить отверстия 13,17 Расточить поверхность 11 (нормальное растачивание) Нарезать резьбу 12 Сверлильная
Сверлить отверстие в торце 1 Нормальное, чистовое развертывание поверхности 3 Фрезерная
Черновое, чистовое, тонкое фрезерование поверхностей 18,19,20 Контрольная |
Ось Ось и торец Ось и торец Ось и торец Ось и торец Поверхнос-ти 2,9 |
Токарно-винторезный 16К20 -- //-- Токарно-копировальный полуавтомат 1Б732 Токарно-винторезный 16К20Ф3 --//-- Вертикально-фрезерный консольный 6Р11Ф3-1 |
4. Выбор режущего инструмента[2].
1)Для операций 005 и 015. Выбираем отрезной резец с пластиной из твердого сплава Т15К6 (ГОСТ18884-73).
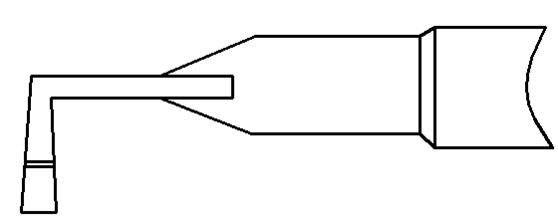
2)Для проточки канавки в отверстии в торце 14 в операции 020 используем отрезной отогнутый резец.
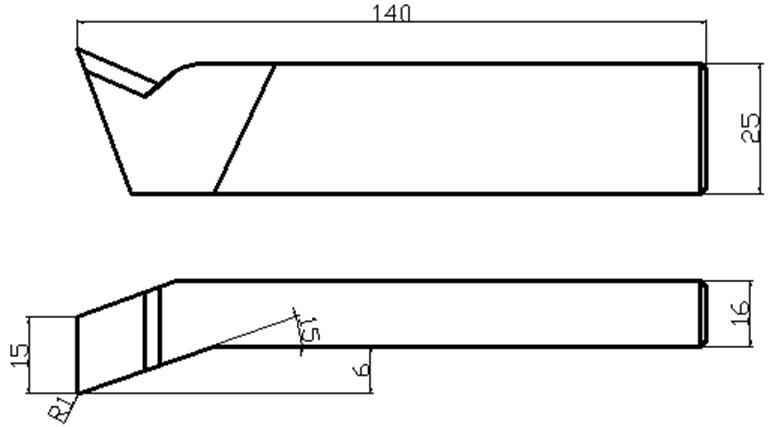
3)Для подрезки торцов в операциях 005, 010 выбираем подрезной отогнутый резец (левый) (ГОСТ 18871-73) из быстрорежущей стали (РК8).
4)Для чернового точения в операции 15 используем круглый фасонный резец
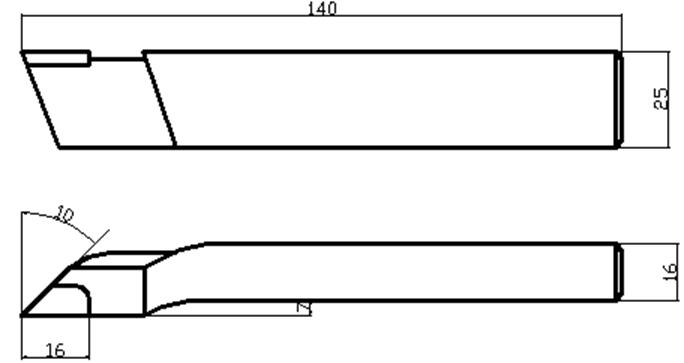
Для получистового, чистового и тонкого точения в этой операции используем резец токарный проходной упорный отогнутый с углом в плане 90˚ (левый) с пластиной из твердого сплава Т15К6 (ГОСТ 18879-73)
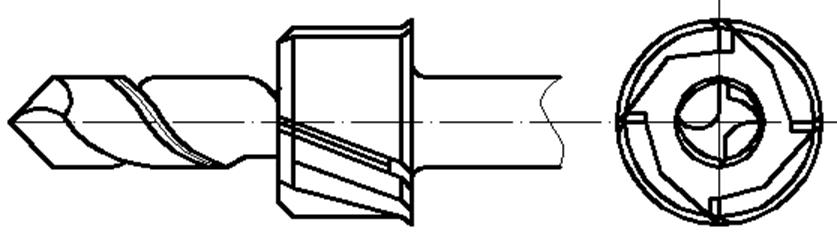
5)Для сверления в отверстия в операции 020 используем комбинированный режущий инструмент – сверло-зенкер трех ступенчатый.
Для сверла: α=12, ψ=50˚, a=1,5 мм, l=2,5 мм, l1=1,5 мм, f=0,3 мм, α1=7˚
Для зенкера: γ=12-15˚, α=8-10˚, φ=60˚, φ1=30˚, ω=10-20˚, f=0,8-2 мм
Рабочая часть зенкера изготовлена из быстрорежущей стали (PK8) ГОСТ19265-73
Сверло изготовлено по ГОСТ 2092-77. Форма заточки нормальная (Н).
6)Для нарезания внутренней резьбы в операции 020 будем использовать короткий метчик с проходным хвостовиком для метрической резьбы (крупный шаг) (ГОСТ 3266-81). Шаг Р=3 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.