Задание:
Разработать технологический процесс изготовления детали с применением станков с ЧПУ.
Исходная заготовка–пруток.
1. Подобрать режущий инструмент и оснастку.
2. Разбить процесс изготовления на операции и переходы.
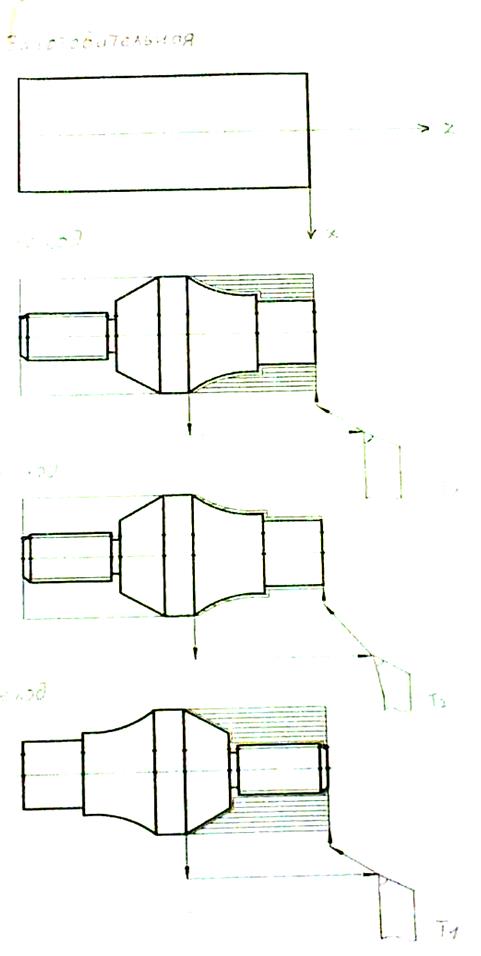
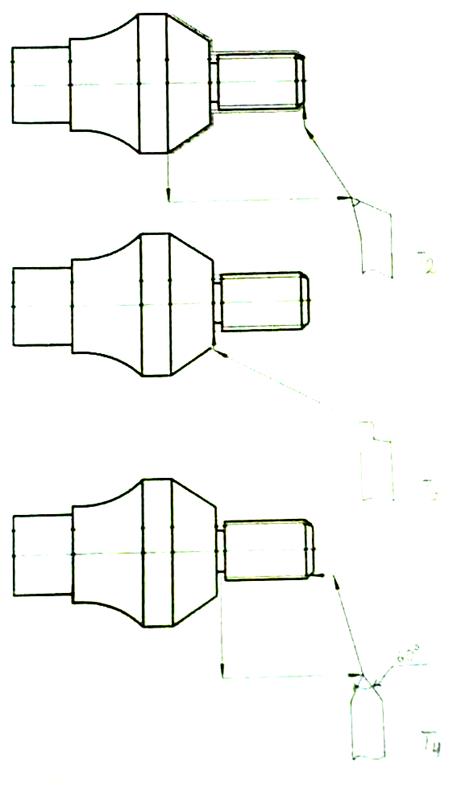
3. Начертить каждый переход с указанием направления перемещения инструмента.
4. Рассчитать режимы резания для наиболее нагруженного инструмента на одном из проходов (глубина, скорость, сила резания). Проверить привод по мощности, а державку резца на прочность. Рассчитать основное время изготовления детали.
5. Составить программу для станков с ЧПУ 2У22 и 2Р22.
Подбор режущего инструмента и оснастки.
Заготовка-пруток D=50мм, l=102 закрепляется в 3-х кулачковый патрон. Операция состоит из 6-ти переходов.
Количество применяемых инструментов 4
Для черновой обработки на I и III переходах используется проходной упорный резец с геометрическими параметрами: (T1, Т3)
φ1=90˚; φ2=30˚; γ=10˚
Материал режущей части Т15К6
Для чистовой обработки на II и IV переходах используется резец для контурного точения со следующими параметрами: (T2,T4)
φ1=93˚; φ2=30˚; α=10˚; γ=15˚
На V переходе используется канавочный резец с шириной кромки l = 4мм . Геометрические параметры : (T5)
φ1=1˚; φ2=90˚; α=8˚; γ=12˚
На VI переходе используется резьбовой резец со следующими параметрами: (T6)
φ1=60˚; φ2=60˚; α=10˚; γ=15˚
1) Основное технологическое время при точение:
Длина рабочего хода резца
L=l+y
S0=2 (мм/об)
I переход:
Так как при черновой обработке длины обработанных поверхностей за переход неодинаковы, то следует их просуммировать, а i исключить из формулы.
y=t ctgφ=2*ctg90˚=0
II переход:
y=3,5*ctg93˚=0,07 (мм)
III переход:
Так как при черновой обработке длины обработанных поверхностей за переход неодинаковы, то следует их просуммировать, а i исключить из формулы.
y=tctgφ=3.5*ctg90˚=0
IV переход:
y=2*ctg93˚=0,028 (мм)
V переход:
При проточке
канавки  ,
, ![]() где
второе слагаемое учитывает врезание и пробег резца.
где
второе слагаемое учитывает врезание и пробег резца. 
VI переход:
y=2*ctg60˚=1,16 (мм)
T0=0,625+0,254+0,974+0,208+0,166+0,276=2,25 (мин)
![]()
Расчет режимов резания на I переходе:
2) Глубина t: 2 мм
3) Подача S 0.17 мин/об
4) Скорость резание υ (м/мин):
T=60 мин
Сυ=420, χ=0,15, y=0,2, m=0,2
Kυ=KmυKnυKuυ
Kr=1, nυ=1,75, σв=500
Knυ=0,9
Kuυ=1
![]()

 =>
=>

5) Сила резания:
Pz,y,x=10 CptxSyυnKp
![]()
![]()
![]() для Pz
для Pz
![]() для Py
для Py
![]() для Px
для Px
![]()
![]()
![]()
6) Мощность резания, кВт:
![]()
 кВт
кВт
7) NДВ=10кВт, КПД=0,75 => ![]()
По условию ![]()
![]()
Условие выполняется.
Проверка прочности и жесткости резца
7) Ширина сечения державки резца:
где l – вылет резца;
![]() - допускаемое напряжение изгиба;
- допускаемое напряжение изгиба;
Выбираем по ГОСТу ширину державки B=16 . При прямоугольном сечении высота державки резца H=25 мм .
Максимальная нагрузка:

Максимальная нагрузка, допускаемая жесткостью резца:
где f – допускаемая стрела прогиба резца, при черновой обработке;
I – момент инерции сечения державки;
![]()
![]()

Тогда 
Резец обладает
достаточной жесткостью и прочностью, т.к. ![]() - условие выполняется.
- условие выполняется.
2У22
ЧЕРНОВОЙ РЕЗЕЦ
N001 T1 M03 S300 F5000 M08
N002 G90 X5100 Z0
N003 R0 -800
N004 R1 -4000 L01 01
N005 R1 -3700 L01 01
N006 R1 -3300 L01 01
N007 R1 -2900 L01 01
N008 R1 -2450 L01 01
N009 R1 -2000 L01 01
N0010 X10000 Z7000 F5000
СМЕНА РЕЗЦА НА ЧИСТОВОЙ
N011 T2 M03 S700 F5000 M08
N012 G90 X2800 Z0 F5000
N013 X2700 F150
N014 Z-2000
N015 X2900
N016 G03 X5000 Z-5800
N017 G01 X5500 F5000
N018 X10000 Z7000 M00
СМЕНА РЕЗЦА НА ПРОХОДНОЙ ОТОГНУТЫЙ (ЧЕРНОВОЙ)
N019 T5 M03 S30 F5000 M08
N020 G90 X5100 Z0
N021 R0 -800
N022 R1 -4400 L01 01
N023 R1 -4150 L01 01
N024 R1 -3850 L01 01
N025 R1 -3600 L01 01
N026 R1 -3400 L01 01
N027 R1 -3200 L01 01
N028 X10000 Z7000 F5000
СМЕНА РЕЗЦА НА ЧИСТОВОЙ
N029 T6 M03 S700 F5000
N030 X1500 Z0 F150
N031 X2000 Z-250
N032 Z-3300
N033 X3000
N034 X5000 Z-4800
N035 X7000
N036 X10000 Z7000 F5000
СМЕНА РЕЗЦА НА КАНАВОЧНЫЙ
N037 T3 M03 S300 F5000 M08
N038 G90 X3500 Z-3300
N039 X1400 F200
N040 X5000 F5000
N041 X10000 Z7000
СМЕНА РЕЗЦА НА РЕЗЬБОВОЙ
N042 T4 M03 S300 F5000 M08
N043 G90 X1500 Z+500
N044 G33 Z-3150 K2500
N045 X5000 F5000
N046 X10000 Z7000 F5000 M02
2Р22
N001 T01 S2+200 F0,2 M08
N002 X52 Z0 E
N003 X50 F0,1
N004 L08 A0,5 P3
N005› X27 F0,05
N006 W-20
N007 U6
N008 X50 Z-44 R-30
N009 W-10 M17
N010 X75 Z80 E
СМЕНА РЕЗЦА НА ЧИСТОВОЙ
N011 T02 S2+400 F0,02 M08
N012 X28 Z0 E
N013 X27 F01
N014 L10 B0,05
N015 X75 Z80 E
СМЕНА РЕЗЦА НА ПРОХОДНОЙ ОТОГНУТЫЙ
N016 T03 S2+200 F0,1 M08
N017 X52 Z0 E
N018 X50 F0,1
N019 L08 A0,5 P3
N020› X15 F0,05
N021 X20 Z-2,5
N022 Z-33
N023 X30
N024 X50 Z-48 M17
N025 X75 Z80 E
СМЕНА РЕЗЦА НА ЧИСТОВОЙ
N026 T04 S2+400 F0,02 M08
N027 X21 Z0 E
N028 L01 B011
СМЕНА РЕЗЦА НА КАНАВОЧНЫЙ
N029 T04 S2+300 F0,1 M08
N030 X32 Z-33 E
N031 L02 D2 X14 A3 P3
N032 X75 Z80 E
СМЕНА РЕЗЦА НА РЕЗЬБОВОЙ
N033 T05 S2+100 F0,1 M08
N0 34 X20 Z5 E
N035 L01 F2,5 W-36,5 X15 A0 P0,25 C0
N036 X75 Z50 E M02
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.