Спроектировать технологический процесс обработки детали «Вал ведомый».
Исходные данные для проектирования:
· технологический процесс изготовления детали «Вал ведомый»;
· годовая программа выпуска деталей N = 10000 штук;
· чертёж детали.
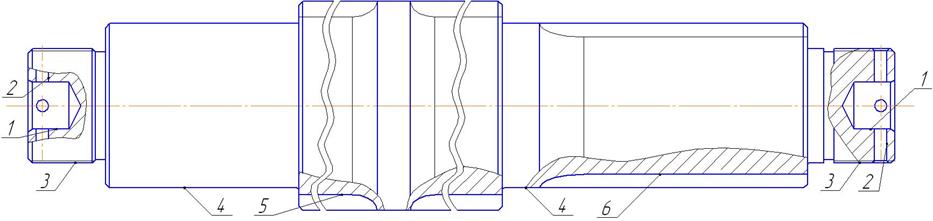
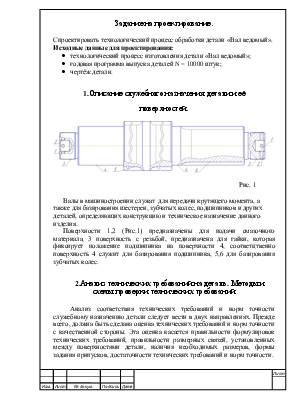
Рис. 1
Валы в машиностроении служат для передачи крутящего момента, а
также для базирования шестерен, зубчатых колес, подшипников и других деталей, определяющих конструкцию и техническое назначение данного изделия.
Поверхности 1,2 (Рис.1) предназначены для подачи смазочного материала, 3 поверхность с резьбой, предназначена для гайки, которая фиксирует положение подшипника на поверхности 4, соответцтвенно поверхность 4 служит для базирования подшипника, 5,6 для базирования зубчатых колес.
Анализ соответствия технических требований и норм точности служебному назначению детали следует вести в двух направлениях. Прежде всего, должна быть сделана оценка технических требований и норм точности с качественной стороны. Эта оценка касается правильности формулировок технических требований, правильности размерных связей, установленных между поверхностями детали, наличия необходимых размеров, формы задания припусков, достаточности технических требований и норм точности.
Анализ технических требований и норм точности служебному назначению детали с количественной стороны должен подтвердить или опровергнуть правильность значений установленных норм и выявить их требуемые значения.
На поверхности 4 нарезана резьба М56 с шагом резьбы 2 и имеет поле допуска 6g т.е допуск равен 0,28мм. Данное значение допуска необходимо для устойчивого фиксирования положения подшипника на валу, при увеличении этого значения гайка не обеспечит нужной фиксации. Поверхность 6 Ø80 предназначена для посадки подшипника, имеет шероховатость Ra 0,8 допуск на радиальное биение относительно оси 0,025мкм, допуск цилиндричности 0,01мкм, поле допуска k6. Увеличение шероховатости приведет к повышенному износу посадочной поверхности вала и внутреннего кольца подшипника, отклонение от цилиндричности и допуска на радиальное биение выше допустимого приводит к увеличению приводит к проворачиванию внутреннего кольца подшипника, либо к невозможности посадить подшипник на вал. Шлицевая поверхность 5 вала имеет: наружний Ø102g6, Ra1,6, внутренний Ø87,3h10, Ra3,2 ширина зубьев 14e9, Ra2,5, отсюда видно, что центрирование зубчатых колес производится по наружному диаметру, в следствии того, что твердость ступицы < НВ 350. Шлицевая поверхность 6 вала имеет: наружний Ø80h10, Ra2,5, внутренний Ø67,4h10, Ra3,2, ширина зубьев 14e9, Ra2,5, откуда видно, что центрирование производится по боковым поверхностям зубьев. Увеличение параметров шероховатости, как правило, приводит к повышенному износу сопрягаемых поверхностей вала и ступицы. Посадки шлицевых соединений регламентированы, и изменение полей допусков может привести либо к нежелательным зазорам, либо к затрудненному движению колеса по валу или невозможности насадить колесо на вал. Соединения имеют также допуски на погрешности геометрической формы: допуск на радиальное биение 0,025, допуск соосности 0,02, эти допуски необходимы для плавной работы зубчатых колес и нормального включения передачи, при их несоблюдении нарушается плавность работы, и ухудшается включение передач, что в последствии может привести к заклиниванию.
Проверка резьбы
производится инструментом: кольцо 8211-0172 6g ГОСТ 17763-72; кольцо 8211-1172 6g ГОСТ 17764-72. Контроль Ø80![]() производится:
прибором для проверки деталей на биение ПБМ-1600, микрометром 125 ГОСТ 6708-78.
Параметры шлиц контролируют: микрометр МК-25 ГОСТ 6507-7g,
эталонные сопрягаемые детали.
производится:
прибором для проверки деталей на биение ПБМ-1600, микрометром 125 ГОСТ 6708-78.
Параметры шлиц контролируют: микрометр МК-25 ГОСТ 6507-7g,
эталонные сопрягаемые детали.
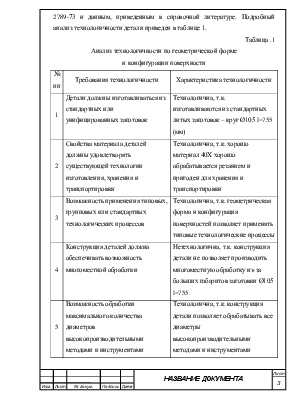
Технологичность конструкции типового представителя проанализируем по качественным и количественным показателям с учетом требований ГОСТ 2789-73 и данным, приведенным в справочной литературе. Подробный анализ технологичности детали приведен в таблице 1.
Таблица .1
Анализ технологичности по геометрической форме
и конфигурации поверхности
|
№ пп |
Требования технологичности |
Характеристика технологичности |
|
1 |
Детали должны изготавливаться из стандартных или унифицированных заготовок |
Технологична, т.к. изготавливаются из стандартных литых заготовок – круг Ø105 l=755 (мм) |
|
2 |
Свойства материала деталей должны удовлетворять существующей технологии изготовления, хранения и транспортировки |
Технологична, т.к. хорошо материал 40Х хорошо обрабатывается резанием и пригоден для хранения и транспортировки |
|
3 |
Возможность применения типовых, групповых или стандартных технологических процессов |
Технологична, т.к. геометрическая форма и конфигурация поверхностей позволяет применять типовые технологические процессы |
|
4 |
Конструкция деталей должна обеспечивать возможность многоместной обработки |
Нетехнологична, т.к. конструкция детали не позволяет производить многоместную обработку из-за больших габаритов заготовки Ø105 l=755 |
|
5 |
Возможность обработки максимального количества диаметров высокопроизводительными методами и инструментами |
Технологична, т.к. конструкция детали позволяет обрабатывать все диаметры высокопроизводительными методами и инструментами |
|
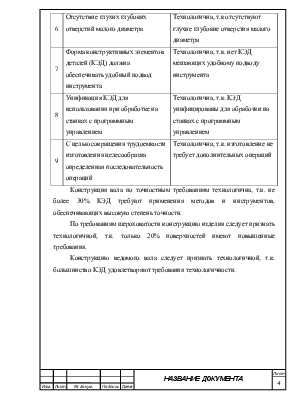
6 |
Отсутствие глухих глубоких отверстий малого диаметра |
Технологична, т.к отсутствуют глухие глубокие отверстия малого диаметра |
|
7 |
Форма конструктивных элементов деталей (КЭД) должна обеспечивать удобный подвод инструмента |
Технологична, т.к. нет КЭД мешающих удобному подводу инструмента |
|
8 |
Унификация КЭД для использования при обработке на станках с программным управлением |
Технологична, т.к. КЭД унифицированы для обработки на станках с программным управлением |
|
9 |
С целью сокращения трудоемкости изготовления целесообразна определенная последовательность операций |
Технологична, т.к. изготовление не требует дополнительных операций |
Конструкция вала по точностным требованиям технологична, т.к. не более 30% КЭД требуют применения методов и инструментов, обеспечивающих высокую степень точности.
По требованиям шероховатости конструкцию изделия следует признать технологичной, т.к. только 20% поверхностей имеют повышенные требования.
Конструкцию ведомого вала следует признать технологичной, т.к. большинство КЭД удовлетворяют требования технологичности.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.