Величину погрешности установки по лимбу станка можно найти на основании наблюдений, построения кривых распределения и их математической обработки.
Для получения данных, по которым строится кривая распределения, необходимо многократно устанавливать узел станка в одно и то же положение по лимбу, фиксируя каждый раз измерительным прибором фактическое положение узла.
При такой методике проведения работы не учитываются составляющие погрешности установки, обусловленные неточностью шага винта и неточностью нанесения делений лимба, но значительно упрощается техника проведения эксперимента.
Указанные составляющие общей погрешности установки, как известно, не могут иметь значительной величины, а поэтому такое упрощение не вносит заметной ошибки в результаты эксперимента.
Порядок выполнения работы
1. Установить лимб станка на выбранное деление.
2. Установить и закрепить на неподвижном узле станка индикаторную стойку. Измерительный наконечник индикатора должен касаться перемещающейся (при опыте) детали станка (рисунок 3). Индикатор должен быть установлен на любое деление с некоторым натягом.
3. С помощью винта (поворачивая рукоятку винта в обратном направлении) отвести назад перемещающийся узел на 0,5 – 1 оборот винта (так, чтобы обязательно был выбран зазор в винтовой паре).
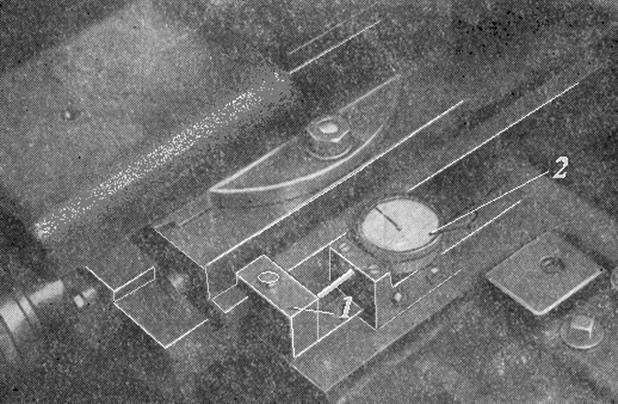
Рисунок 3 – Приспособление для определения погрешности установки размера по лимбу станка (/ – упор; 2 – державка индикатора).
4. Поворачивая рукоятку винта, переместить узел станка до совпадения риски выбранного деления лимба с неподвижной отметкой, не следя при этом за показаниями индикатора. (Окончательную доводку совпадения рисок можно производить легким постукиванием руки по рукоятке винта). Записать показание индикатора.
. 5. Многократно (80—120 раз) повторить п. 3 и 4, показания индикатора занести в таблицу 2.
Таблица 2
|
№ п/п |
1 |
2 |
3 |
4 и т. д. |
|
Показание индикатора в мк |
6. Построить точечную диаграмму. Точечной называется диаграмма, в которой по оси абсцисс откладываются порядковые номера наблюдений, а по оси ординат отсчет при наблюдении.
7. Произвести разбивку на интервалы и построить опытную кривую распределения.
8. Для удобства обработки результатов наблюдений, показания индикатора после построения точечной диаграммы сгруппировать и свести в таблицу 3.
9. Подсчитать Lср, назначить L*ср, подсчитать s и 6s.
10. Свести в таблицу 4 данные для построения нормальной кривой распределения.
11. Построить кривую нормального распределения, совместив ее с опытной кривой распределения (рисунок 2).
При построении теоретической кривой абсцисс х откладывать от Lср.
Таблица 3 – Обработка результатов опыта по определению погрешности установки по лимбу
|
Границы интервала |
Среднее из интервала Li |
Частота mi |
Li× mi |
Отклонение Lср-L*ср |
(Lср-L*ср)2mi |
|
L1 ¸ L2 |
|||||
|
L1 ¸ L2 и т.д. |
|||||
|
å Li× mi |
å(Lср-L*ср)2mi |
Таблица 4
|
x |
z=x/s |
y |
|
|
0 |
0 |
3989 |
|
|
0,5s |
|||
|
и т.д. |
Содержание отчета
1. Наименование работы.
2. Наименование станка: модель, характеристики.
3. Шаг винта перемещений.
4. Цена делений лимба.
5. Схема измерения погрешности.
6. Данные об измерительных приборах:
а) наименование прибора;
б) цена деления.
7. Результаты опытов представить по форме таблиц 3 и 4.
8. Построение точечной диаграммы и ее анализ; определение наличия систематической постоянной или систематической закономерной погрешности.
9. Расчет величин Lср, s и 6s
10. Графическое построение опытной и кривой нормального распределения.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы причины систематических и случайных погрешностей?
2. Что называется распределением размеров заготовки?
3. Что характеризует среднеквадратическое отклонение размеров заготовки?
4. Каково практическое применение законов распределения?
5. Что влияет на точность математической обработки данных статистического исследования точности?
6. Назовите способы уменьшения общего рассеивания размеров.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.