Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Бийский технологический институт (филиал)
Алтайского государственного технического университета
им. И.И. Ползунова
Кафедра МРСиИ
Комплексное квалификационное задание
по технологии машиностроения
Выполнил: студ. гр.ТМ-81
Рубцов С.О.
Проверил: Боткин И.В.
Бийск 2012
Оглавление:
1. Анализ чертежа детали и качественная оценка ее технологичности. 3
2. Выбор исходной заготовки. 5
3. Выбор технологических баз и схем установки заготовки. 5
4. Определение методов и маршрутов обработки отдельных поверхностей и комплектов поверхностей, которые следует обработать с одного установа. Выбор оборудования. 6
5 Расчет припусков. 9
6. Подбор режущего инструмента. 11
7. Назначение режимов резания. 16
8. Эскизы технологических наладок на каждую операцию.. 23
9. Расчет предельного калибра. 32
Список используемой литературы: 34
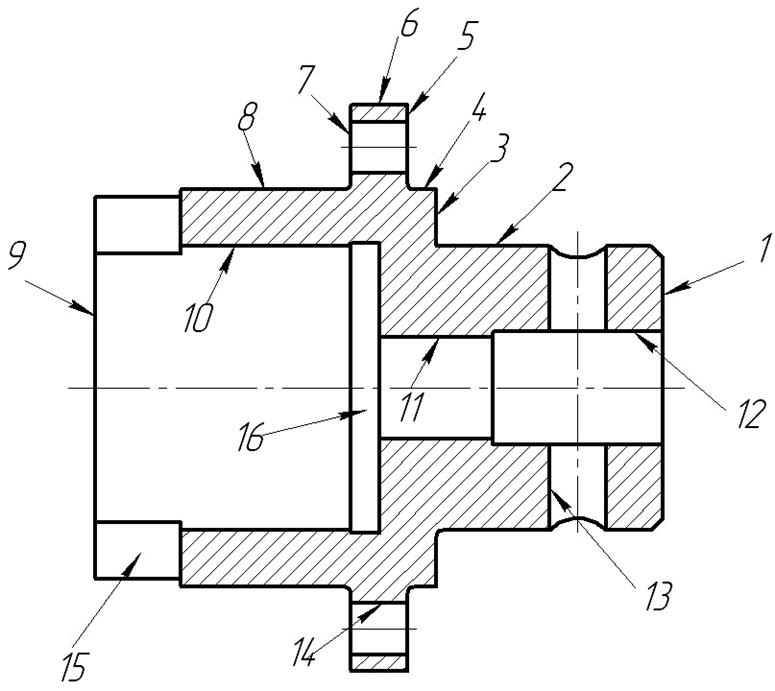
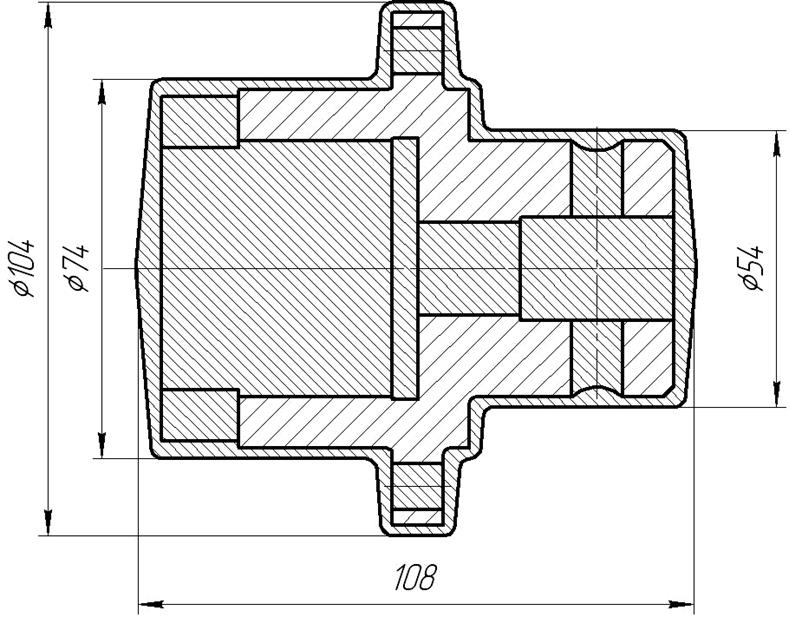
Поверхность 1: наружная торцевая поверхность с диаметральным размером Æ50 мм., выполнена по 14 квалитету с шероховатостью поверхности Ra=6,3 мкм.
Поверхность 2: наружная цилиндрическая поверхность с диаметральным размером Æ50 мм., выполнена по 14 квалитету с шероховатостью поверхности Ra=6,3 мкм.
Поверхность 3: наружная торцевая поверхность с диаметральным размером Æ70 мм., выполнена по 14 квалитету с шероховатостью поверхности Ra=6,3 мкм.
Поверхность 4: наружная цилиндрическая поверхность с диаметральным размером Æ70 мм., выполнена по 9 квалитету с шероховатостью поверхности Ra=1,6 мкм.
Поверхность 5: наружная торцевая поверхность с диаметральным размером Æ100 мм., выполнена по 14 квалитету с шероховатостью поверхности Ra=0,8 мкм.
Поверхность 6: наружная цилиндрическая поверхность с диаметральным размером Æ100 мм., выполнена по 14 квалитету с шероховатостью поверхности Ra=6,3 мкм.
Поверхность 7: наружная торцевая поверхность с диаметральным размером Æ100 мм., выполнена по 14 квалитету с шероховатостью поверхности Ra=0,8 мкм.
Поверхность 8: наружная цилиндрическая поверхность с диаметральным размером Æ70 мм., выполнена по 14 квалитету с шероховатостью поверхности Ra=0,8 мкм. Отклонение от перпендикулярности поверхности 8 относительно поверхности В (7) равен 0,02 мм. Отклонение от соосности поверхности 8 относительно оси базового отверстия Æ18Н7 (С) В (11) равен 0,09 мм.
Поверхность 9: наружная торцевая поверхность с диаметральным размером Æ70 мм., выполнена по 14 квалитету с шероховатостью поверхности Ra=6,3 мкм.
Поверхность 10: внутренняя цилиндрическая поверхность с диаметральным размером Æ50 мм., выполнена по 8 квалитету с шероховатостью поверхности Ra=0,8 мкм. Отклонение от соосности поверхности 10 относительно оси базового отверстия Æ18Н7 (С) В (11) равен 0,09 мм
Поверхность 11: внутренняя цилиндрическая поверхность с диаметральным размером Æ18 мм., выполнена по 7 квалитету с шероховатостью поверхности Ra=0,8 мкм.
Поверхность 12: прямоугольный паз с шириной 20 мм. и глубиной 30 мм. выполнен по 9 квалитету с шероховатостью поверхности Ra=1,6 мкм.
Поверхность 13: внутренняя цилиндрическая поверхность (сквозное отверстие) с диаметральным размером Æ10 мм., выполнена по 8 квалитету с шероховатостью поверхности Ra=0,8 мкм.
Поверхность 14: внутренняя цилиндрическая поверхность (сквозное отверстие) с диаметральным размером Æ9 мм., выполнена по 14 квалитету с шероховатостью поверхности Ra=6,3 мкм. Смещение осей отверстия от номинального расположения не более 0,08 мм. База отверстие С (11) (допуск зависимый).
Поверхность 15: прямоугольный паз с шириной 15 мм. и глубиной 15 мм. выполнен по 14 квалитету с шероховатостью поверхности Ra=6,3 мкм.
Поверхность 16: внутренняя цилиндрическая поверхность с диаметральным размером Æ51 мм., выполнена по 14 квалитету с шероховатостью поверхности Ra=6,3 мкм.
Деталь является технологичной так как она имеет рациональную форму с легко доступными для обработки поверхностями.
В качестве исходной заготовки выбираем поковку полученную штамповкой в закрытых штампах (безоблойная) так как деталь имеет форму тела вращения.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.