











Министерство общего и профессионального образования
Российской Федерации
Санкт-Петербургский государственный горный институт им. Г.В. Плеханова
(технический университет)
КУРСОВОЙ ПРОЕКТ
|
По дисциплине:________________________________________________________________
(наименование учебной дисциплины согласно учебному плану)
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
|
|
|
|
ОЦЕНКА:_____________
Дата: ___________________
ПРОВЕРИЛ
|
|
Санкт-Петербург
2002
Аннотация.
Зубчатые колеса относятся ко второй группе деталей со стандартными элементами, из которых состоят машины и механизмы. Они предназначены для передачи вращательного момента с одного вала на другой. А также преобразования вращательного движения в поступательное посредствам зубчатых реек.
Правильно изготовленные и спроектированные зубчатые передачи при выполнении всех правил эксплуатации не должны перегреваться и производить сильный шум при работе. Появление значительного нагрева и чрезмерного шума свидетельствует о недостатках в работе зубчатых передач, связанных с ее конструкцией, изготовлением, неправильным выбором смазки или возможными повреждениями зубьев.
Наблюдаются следующие виды разрушения зубьев:
· Поломка зубьев. Чаще наблюдается у основания зуба вследствие периодического действия переменной нагрузки, а также в результате значительной кратковременной нагрузки(ударной нагрузки).
Долговечность зуба можно повысить, увеличив прочность основания зуба и уменьшив концентрацию напряжений в опасном сечении.
· Выкрашивание рабочих поверхностей. Этот вид повреждений нарушает нормальную работу передачи, но полностью не выводит ее из строя. Оно возникает на ножках зубьев вблизи полюсной линии. Смазка, находясь под воздействием внешнего давления, заходя в микротрещины расклинивает их.
Уменьшив шероховатость рабочих поверхностей, а также используя более вязкое масло можно уменьшить выкрашивание поверхности зуба.
· Износ зубьев. Чаще наблюдается в открытых передачах, реже в закрытых. Он заключается в стерании рабочих поверхностей вследствие попадания в зону зацепления металлических частиц, пыли, грязи(абразивный износ).
Для борьбы с ним нужно уменьшить шероховатость поверхностей.
Таким образом, наиболее изнашиваемой частью зубчатого колеса является эвольвента зуба.
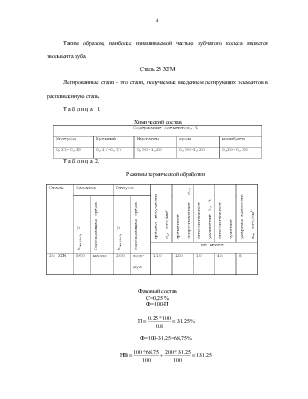
Сталь 25 ХГМ
Легированные стали - это стали, получаемые введением легирующих элементов в расплавленную сталь.
Т а б л и ц а 1.
Химический состав
|
Содержание элементов, % |
||||
|
Углерод |
Кремний |
Марганец |
хром |
молибден |
|
0,23-0,29 |
0,17-0,37 |
0,90-1,20 |
0,90-1,20 |
0,20-0,30 |
Т а б л и ц а 2.
Режимы термической обработки
|
Сталь |
Закалка |
Отпуск |
предел текучести σт, кгс/мм2 |
временное сопротивление σв, кгс/мм2 |
относительное удлинение δ, % |
относительное сужение поперечного сечения ψ, % |
ударная вязкость ан, кгс/см2 |
|||
|
tнагрева, ˚С |
Охлождающая среда |
tнагрева, ˚С |
охлождающая среда |
|||||||
|
не менее |
||||||||||
|
25 ХГМ |
860 |
масло |
200 |
воз-дух |
110 |
120 |
10 |
45 |
8 |
|
Фазовый состав
С=0,25 %
Ф=100-П
Ф=100-31,25=68,75%

Для изготовления детали нам требуется:
· изготовить заготовку З;
· произвести разупрочняющую термическую обработку Т1;
· произвести механическую обработку заготовки М1;
· произвести упрочняющую термическую обработку Т2;
· окончательную механическую обработку М2;
· сборка Сб.
З →Т1→ М1→ Т2→М2→ Сб.
3.Рразработка технологического процесса изготовления заготовки
3.1.Обоснование выбора метода изготовления
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.