Нагрев до температуры 1200 °С подразделяется на два периода: от 20 до 850°С и то 850 до 1200°С.
В первом периоде, для легированной стали, время нагрева равно 66% то общего времени нагрева.
Время нагрева также зависит от количества и способа укладки заготовок в печи. При загрузке заготовок в ряд с интервалом в 0,5D, время нагрева заготовок увеличивается приблизительно в 1,4 раза.
Время выдержки заготовок в печи составляет около 1/3 от общего времени.
![]() (ч) »38 (мин),
(ч) »38 (мин),
ZВ= 38/3 »13 (мин),
Zнагр= 38-13 =25 (мин).
1 период:
Zнагр= 25*66% =16,5 (мин),
Zвыдержки= 13*66% =8,6 (мин).
2 период:
Zнагр= 25-16,5 =8,5 (мин),
 |
|||||
 |
 |
||||
Осадка – это технологическая операция, при которой увеличивается сечение заготовки перпендикулярное действующей силе, и уменьшается размер по высоте (вдоль этой силы).
Предварительная штамповка предназначена для приближения формы заготовки к форме окончательной поковки.
Окончательная штамповка – это и есть та операция, в результате которой мы получаем поковку нужных нам форм и размеров.
После окончательной штамповки наша деталь подвергается одновременной обрезке и прошивке.
Выбираем:
усилие штамповки – 1600 т;
производительность – 1000 кг/ч.
4. Разработкатехнологического процесса предварительной термической обработки
Для начала рассмотрим, что же такое термическая обработка([5],стр.50).
Термической обработкой стали, называется совокупность операций нагрева, выдержки и охлаждения с целью изменения структуры, твердости, износостойкости, прочности или других свойств стали.
В качестве предварительной термической обработки для зубчатого колеса, выполненного из легированной конструкционной стали 25 ХГМ, мы выбираем нормализацию.
Нормализация - это процесс термической обработки, имеющий смысл в нагреве стали на 30-50 °С выше верхней критической точки, при которой образуется однородный аустенит, выдержки при этой температуре и охлаждении на спокойном воздухе. Нормализация применяется для повышения механических свойств стали и подготовки ее структуры для последующей термической обработки. Она требует наименьших затрат времени и является более экономичной по сравнению с отжигом.
Температура нагрева ([2], стр.6, табл.1) 860 °С.
Время нагрева ([5], стр.58, табл.15) 33,8 мин.
Время выдержки ([5], стр.59, табл.16) 30 мин.
Охлаждение на воздухе до температуры 20 °С.
В результате нормализации твердость стали немного увеличивается 19-23 HRC, а размер зерна уменьшается.
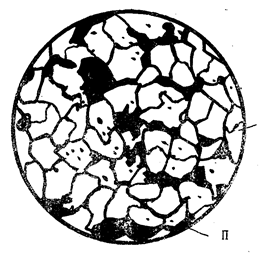 |
Феррит- это твердый раствор внедрения углерода в a-железо с объемно-центрической кубической решеткой, где углерода содержится 0,006 %, а твердость 80-100 НВ.
Перлит- это механическая смесь феррита и цементита, твердость которой 200 НВ.
В качестве нагревательного оборудования мы выбираем конвейерный закалочный электропечной агрегат для мелких и средних деталей ([5],стр.240, табл.141).
СКЗА-1/3, где :”С”- нагрев сопротивлением; “К”- конвейерный агрегат; “З”- защитная атмосфера; “А”- агрегат.
Т а б л и ц а 3.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.