Схема узла приведена на рис. 4.6.
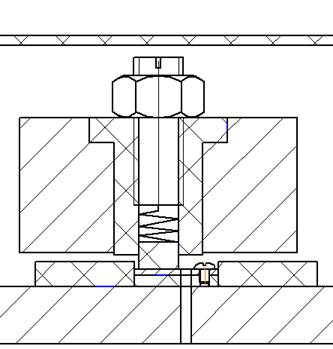
Рис. 4.6. Элемент снятия тока
Механизм барабана приводится в движение от червячного мотор-редуктора через ременную передачу.
В результате работы двух моторов может возникнуть такая ситуация, когда кабели окажутся натянутыми, в результате чего каретка начнёт двигаться порывисто. Для того, чтобы избежать рывков при работе модуля в узле барабана был предусмотрен механизм проскальзывания (фрикцион), закреплённый к втулке и колесу ременной передачи (рис. 4.7). Особое внимание также необходимо уделить выбору двигателя, который должен быть меньшей или такой же мощности как на покрасочной каретке. Втулка, предназначенная для крепления фрикционов, прижимается пружиной для постоянного контакта. Уровень прижатия можно регулировать при помощи прижимной гайки, тем самым контролируется степень проскальзывания.
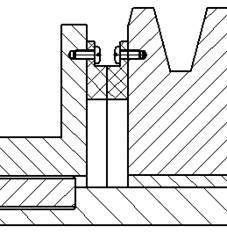
Рис. 4.7. Фрикцион
4.5. Разработка системы управления роботом
В конструкции окрасочного комплекса присутствует модуль, который отвечает за управление покраской в автоматическом режиме. Также данный модуль отслеживает все параметры, производит расчёты режимов окраски, контролирует положение каретки в трубе. Используя в конструкции узел, который способен исключить возможность появления человеческой ошибки, можно повысить качество получаемой окрашиваемой поверхности.
В качестве такого узла было предложено использовать модуль управления, представляющей собой корпус, на лицевой панели которого вынесен дисплей и регуляторы параметров.
На рис. 4.8 схематически представлен модуль управления.
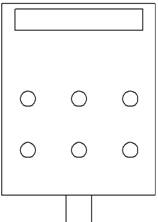
Рис. 4.8. Модуль управления
После установки трубы комплекса в рабочее положение оператор задает на пульте управления диаметр трубы, длину окрашиваемого участка, толщину слоя, вязкость используемой краски. После введения всех необходимых параметров рабочий нажимает на кнопку «пуск». После запуска аппарат производит ряд вычислений, определяя необходимые значения линейной, скорости движения каретки внутри трубы, скорость подачи краски скорость вращения турбины. Рассчитав требуемые величины, модуль начинает регулировать:
· положение крана с электромагнитным управлением, находящемся на выходе красконагнетательного бака;
· скорость движение каретки;
· давление, подаваемое на турбину.
В момент начала движения каретки срабатывает датчик, который установлен на корпусе барабана. Данный датчик входит в состав системы определения положения робота внутри трубы. Данные поступают на модуль управления, который отслеживает местоположение каретки. После того, как каретка пройдёт необходимое расстояние, на барабане срабатывает датчик и окрасочный модуль останавливается. Через определенный момент времени запускается турбина, начинается подача краски, каретка движется обратно. В момент начала возвратного движения этот датчик отсчитывает число оборотов. Данные поступают в модуль управления, где пересчитываются в пройденный путь кареткой. Достигнув исходного положения, датчик срабатывает вновь, после чего подача электричества, краски и воздуха прекращается.
4.6. Разработка общей компоновки комплекса
Весь покрасочный комплекс устанавливается на подвижную платформу, что облегчает транспортировку и передвижение внутри цеха. Колёса производства фирмы tellure Rota (см. ссылку [14]) для тележек, несмотря на свои небольшие габариты, способны транспортировать большие грузы (рис. 4.9).

Рис. 4.9. Колесо для тележки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.