


Керченский Морской Технологический Институт
Кафедра:Эксплуатации СЭУ
Чичиланов В.А.
Проверил: ст. Преподаватель
Лубянко В.Н.
Керчь-2002
Ремонт ДВС. Дефект коленчатого вала МОД – изменение геометрии рамовых шеек больше допустимого, ремонт без демонтажа. Подшипники толстостенные с баббитовой заливкой.
Характерные виды дефектов и повреждений коленчатого вала— неравномерный износ шеек вала (эллиптичность и конусность), задирание шеек, разработка отверстий для соединительных болтов, прогиб вала, появление трещин.
Эллиптичность и конусность образуются главным образом у мотылевых шеек вала вследствие неравномерной нагрузки на подшипник шатуна в течение одного оборота вала двигателя, неуравновешенности двигателя, неточности обработки вала, неправильной сборки двигателя, несоблюдения режима смазки. ' Для определения величины износа производят замеры шеек вала при снятых мотылевых подшипниках. Состояние рамовых шеек у снятого вала проверяют непосредственным обмером.
Задиры и царапины шеек вала чаще всего образуются при нагревании подшипников из-за недостаточной смазки.
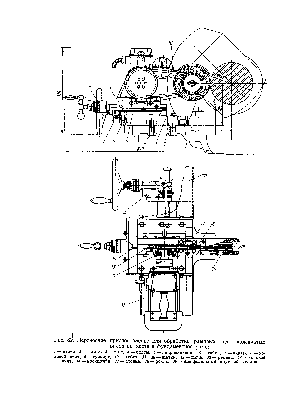
На рис. 82 показано приспособление (переносной станок) для шлифовки рамовых шеек — исправления геометрии поверхности изношенных рамовых шеек коленчатых валов на фундаментной раме, конструкции ЦП КБ.
Станок состоит из стола с механизмом продольной подачи и направляющими, каретки с ходовым винтом, движущейся по направляющим стола при помощи механизма продольной подачи, и шлифовальной головки с электродвигателем, которая передвигается по направляющим каретки в поперечном направлении при помощи ходового винта 8.
Стол станка состоит из плиты 2, закрепленной на поверхности фундаментной рамы болтами 4. На плите установлена верхняя плита стола 3 с неподвижно закрепленными направляющими 5. Плита закрепляется гайками 6. Для установки направляющих параллельно оси коренной шейки коленчатого вала верхняя плита может поворачиваться вокруг пальца / на угол ±5° при помощи регулировочных винтов 7. На верхней плите стола имеется кронштейн 15, на котором смонтирован механизм продольной подачи. На нижней стороне каретки простроган паз для движения по направляющим стола. В верхней части каретка имеет направляющие, по которым при помощи ходового винта 14 движется шлифовальная головка. Для защиты направляющих стола от попадания абразивной пыли на каретке установлены щитки 16 и 11.
Шлифовальная головка состоит из верхнего суппорта 9 с закрепленным на нем хоботом 10. На одном конце хобота вращается в шарикоподшипниках валик со шкивом 12. На суппорте укреплен электродвигатель мощностью 1 кет с числом оборотов 2860 в минуту. На другом конце хобота в шарикоподшипниках вращается второй валик 20 со шкивом. Шкивы обоих валиков соединены текстропным ремнем 13. На концах валика 20 закреплены два шлифовальных круга 19. Для натяжения ремня на хоботе укреплено устройство, состоящее из двух стоек 17 и ролика 18. Шлифовальные круги защищены щитком и щеками хобота.
Для шлифования коренных шеек коленчатый вал укладывают на специальные люнеты, закрепленные на верхней плоскости фундаментной рамы. Для предупреждения прогиба средней части коленчатого вала под действием собственного веса применяют разъемное центрирующее кольцо, которое надевают на среднюю коренную шейку. Вращение коленчатого вала при шлифовании коренных шеек производится электродвигателем через редуктор со скоростью 25—30 об/мин.
Шлифование шеек двумя кругами, внешние стороны которых заправляются по радиусу галтели шейки, позволяет с одной установки (без переналадки) шлифовать всю шейку и галтели. При этом обеспечивается чистота обработанной поверхности до 8-го класса.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.