MnO – 2,35 %.
3.1.4 Приготовление литейного шликера и пластифицирование массы
Минеральный порошок в количестве 80 – 90 % общего веса и органическая связка (10 - 20%) загружалась в специальные мельницы горячего смешивания (МГС) (изготовленные на машиностроительном комплексе «Светлана»), где при температуре 80оС и непрерывном вакуумировании происходила тщательная гомогенизация всех компонентов. Длительность перемешивания составила 8 часов. Состав органической связки, применяемой для пластифицирования минеральной композиции, следующий:
Парафин 92%,
Олеиновая кислота 4%,
Воск пчелиный 4%.
Пластифицированная в МГС масса, в горячем виде поступает на операцию формования (оформления) изделия.
3.1.5 Горячее литье под давлением
Метод горячего литья под давлением заключается в заполнении металлической формы расплавленным литейным шликером, затвердевании шликера внутри формы и извлечении изделия из формы.
Литейная способность - комплексная характеристика вязкости и скорости затвердевания шликера, знание которой позволяет установить пригодность шликера для отливки изделий данной конфигурации. Для этого была изготовлена специальная форма из инструментальной стали, марки У8, с последующей закалкой и шлифовкой поверхностей, соприкасающихся с литейным шликером, показанная на рисунке 15. Основываясь на опыте предприятия, были выбраны в качестве постоянных параметров температура формы, процентное количество связки, а остальные параметры варьировались для нахождения оптимального режима литья, так как при изготовлении изделий высотой более 80 мм, толщиной стенки более 6 мм и диаметром 100 мм, процентное количестве связки 12,5 %, а температура формы 40 оС.
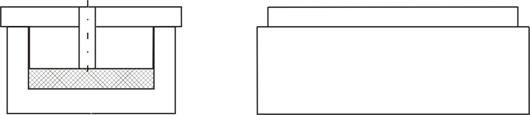
Рисунок 15 – форма для определения оптимального режима горячего литья под давлением.
Таблица 16 – Определение оптимального режима литья
|
Температура шликера, ºС. |
Рабочее давление, атм. |
Время выдержки, сек |
Результат отливки |
|
65 |
0,8 |
90 |
Хорошее |
|
70 |
1 |
120 |
Хорошее |
|
75 |
1,2 |
150 |
Раковины |
|
80 |
1,5 |
180 |
Раковины |
На основании проделанной работы был определен оптимальный режим (который соответствует требованиям дГО 737.022 ТУ детали керамические для электровакуумных приборов) литья: температура шликера 65 - 70 оС, рабочее давление 0,8 - 1 атм, длительность выдержки до 2 мин (таблица 16).
Литьевая форма для керамического баллона также была изготовлена из инструментальной стали, марки У8, с последующей закалкой и шлифовкой поверхностей, соприкасающихся с литейным шликером, с учетом коэффициента огневой усадки К=1.165. Литье осуществлялось на специальных машинах, аналогичных типу М-902.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.