Застосовується тільки до молока з фляг. Зразок відбирається за допомогою піпетки з дна фляги і пропускається через фільтр. Оцінка якості знижується, якщо на фільтрі залишаються видимі забруднення.
Вміст мікроорганізмів в молоці відбиває його гігієнічна якість. Найчастіше бактерійна забрудненість визначається за редуктазною пробою з використанням резазурина (синього барвника). Останній відновлюється окислювально-відновними ферментами, що виділяються в молоко мікроорганізмами. За тривалістю зміни забарвлення резазурина оцінюють бактерійну забрудненість сирого молока.
Цей принцип використовується в двох гігієнічних тестах. Один з них є швидким тестом, який служить основою для відмови в прийманні фляги з молоком, що має підвищену бактерійну забрудненість. Якщо зразок відразу починає змінювати відтінок, молоко вважається непридатним для використання людиною.
Інший тест є серійним тестом і включає зберігання зразка в холодильнику протягом доби з наступним додаванням розчину резазурина. Потім зразок втримується на водяній лазні при температурі 37,5°С протягом двох годин.
Велике число (більше 500 000 на мл молока) соматичних клітин в молоці вказує на захворювання вимені корови. Вміст клітин визначається спеціальними лічильниками часток (лічильник Каултера і тому подібне).
Багато молочних заводів платять фермам залежно від вмісту білку в молоці. Цей показник аналізується за допомогою приладів, що використовують для визначення інфрачервоні промені. Такий прилад дозволяє виробляти до 300 аналізів в годині
Для визначення вмісту молочного жиру можна використовувати різноманітні методи. Метод Гербера є найбільш поширеним для незбираного молока.
Багато молочних заводів перевіряють температуру замерзання молока з метою виявлення розбавлення молока водою. Температура точки замерзання молока складає від 0,54 до 0,59°С. При додаванні води до молока температура замерзання підвищується. Для цього випробування використовуються спеціальні прилади.
На молочних заводах є спеціальні відділення приймання для молока, привезеного з ферм. Перше, що проводять при прийманні, - це визначення кількості молока.
Об'єм прийнятого на завод молока реєструється і порівнюється з кількістю молока, відправленого з ферми. Об'єм партії оцінюється за об'ємом або по масі.
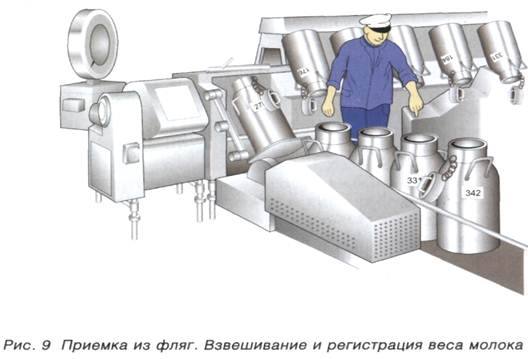
Молоко у флягах зважується. Фляги з вантажівки поступают на конвеєр. По шляху дотримання кришки автоматично знімаються. На пункті зважування молоко виливається в чашу, що зважує. Оператор вагової машини порівнює кількість зваженого молока із записами виробника. Система зважування часто проектується таким чином, що перед зважуванням усіх фляг, які поступили від виробника, оператор вводить з клавіатури ідентифікаційний код цього виробника (мал. 9).
 |
Далі отримані значення автоматично складаються і загальний об'єм записується разом з ідентифікаційним кодом. Потім оператор вводить ідентифікаційний код наступного виробника і процес повторюється до тих пір, поки не буде зважено усе молоко. Технічне обслуговування і перевірка точності свідчень вагового приладу повинні проводитися щодня. Після зважування сире молоко перекачують в танки для проміжного зберігання до початку переробки. Порожні фляги транспортуються на моєчний пункт, де вони промиваються водою і миючим засобом для видалення усіх слідів молока. В деяких випадках чисті фляги передаються на інший пункт, де вони заповнюються напівфабрикатами, якими можуть бути знежирене молоко, пахта або сироватка. Зрештою фляги поступають у відділення завантаження, де вони зберігаються до повернення на ферму.
Цистерни прибувають на молочний завод безпосередньо в зал приймання, який здатний прийняти декілька автоцистерн одночасно. Молоко вимірюється або за об'ємом, або по масі (рис. 10).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.