5 Разработка операционной технологии
5.1 Выбор операции для разработки и оптимизаци по трудоёмкости
Поскольку проектирование ТП многовариантное, то технологу необходимо подобрать такой вариант, который обеспечит максимальную эффективность сборки. Этот вариант сборки называется оптимальным, а его выбор – оптимизацией. В большинстве случаев экономические требования стают решающими. Для их оценки чаще всего используют трудоемкость и себестоимость, а в нашем случае технологическую себестоимость
5.2 Установление содержания переходов для вариантов выполнения операции и их нормирование
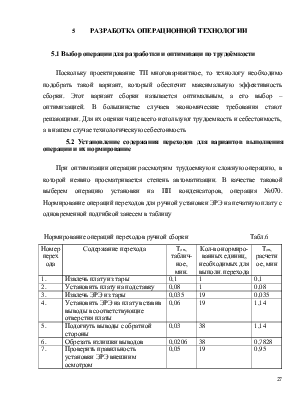
При оптимизации операции рассмотрим трудоемкую и сложную операцию, в которой неявно просматривается степень автоматизации. В качестве таковой выберем операцию установки на ПП конденсаторов, операция №070. Нормирование операций переходов для ручной установки ЭРЭ на печатную плату с одновременной подгибкой занесем в таблицу
Нормирование операций переходов ручной сборки Табл.6
|
Номер перехода |
Содержание перехода |
Топ, таблич-ное, мин. |
Кол-во нормиро-ванных единиц, необходимых для выполн. перехода |
Топ, расчетное, мин |
|
1. |
Извлечь плату из тары |
0,1 |
1 |
0,1 |
|
2. |
Установить плату на подставку |
0,08 |
1 |
0,08 |
|
3. |
Извлечь ЭРЭ из тары |
0,035 |
19 |
0,035 |
|
4. |
Установить ЭРЭ на плату вставив выводы в соответствующие отверстия платы |
0,06 |
19 |
1,14 |
|
5. |
Подогнуть выводы с обратной стороны |
0,03 |
38 |
1,14 |
|
6. |
Обрезать излишки выводов |
0,0206 |
38 |
0,7828 |
|
7. |
Проверить правильность установки ЭРЭ внешним осмотром |
0,05 |
19 |
0,95 |
|
8. |
Снять плату с установленным ЭРЭ с подставки |
0,09 |
1 |
0,09 |
|
9. |
Уложить плату в тару |
0,06 |
1 |
0,06 |
|
Общее время на установку ЭРЭ ΣТоп 1 |
5,0 |
|||
Нормирование операций переходов на автомате Табл.7
|
Номер перехода |
Содержание перехода |
Топ, табличное, мин. |
Кол-во нормиро-ванных единиц, необходимых для выполн. перехода |
Топ, расчетное, мин |
|
1. |
Включить питание установки с помощью тумблера |
0,05 |
1 |
0,05 |
|
2. |
Вынуть плату из тары, установить ее на монтажный стол и закрепить |
0,25 |
1 |
0,25 |
|
3. |
Включить программу |
1,5 |
1 |
1,5 |
|
4. |
Взять ЭРЭ из подсвеченной ячейки |
0,01 |
19 |
0,19 |
|
5. |
Установить ЭРЭ выводами в подсвеченные отверстия на плате |
0,03 |
19 |
0,57 |
|
6. |
Закрепить элементы на ПП технологическим зажимом |
0,15 |
1 |
0,15 |
|
7. |
Снять плату с монтажного стола |
0,1 |
1 |
0,1 |
|
8. |
Подогнуть выводы элементов |
0,01 |
38 |
0,38 |
|
9. |
Снять технологический зажим с ПП |
0,15 |
1 |
0,15 |
|
10. |
Положить ПП с элементами в тару |
0,06 |
1 |
0,06 |
|
Общее время на установку ЭРЭ ΣТоп 2 |
3,4 |
|||
5.3 Определение оптимального варианта выполнения операции по трудоёмкости в зависимости от числа изделий в парти
а) Определим штучное время для операции ручной и автоматической сборки
где К – поправочный коэффициент, учитывающий группу сложности и вид производства, К=1.2;
К1 – подготовительно-заключительное время, время обслуживания рабочего места, и личные потребности, процент от оперативного времени, К1=7.6% от Топ;
К2 – время на отдых, процент от оперативного времени, К2 = 5% от Топ.
Штучное время для ручной операции

Штучное время для автоматической операции

б) Штучно-калькуляционное время Тшт.к определяют по формуле:
где Тпз - подготовительно-заключительное время на партию, процент от оперативного времени;
Тшт.к- норма штучно- калькуляционного времени;
n – количество изделий в партии, n = 22.
Тшт- норма штучного времени;
Тштк- норма штучно- калькуляционного времени.
в) Подготовительно-заключительное время
Для определения штучно-калькуляционного времени, сначала найдем подготовительно-заключительное время для партии производимого товара по формуле
n – количество изделий в партии. В нашем случае это 167 изделия
Подготовительно-заключительное время для ручного монтажа

Подготовительно-заключительное время для монтажа на автомате, с учетом времени включения автомата равного 15-25 минут

Штучно-калькуляционное время в таком случае будет равно:
Для ручного монтажа
![]()
Для автоматического монтажа
![]()
С помощью графиков, определим оптимальный вариант по трудоемкости в зависимости от количества изделий в партии
Из графика видим, что оба варианта равноценны при критическом объёме партии nкр ≈ 3 шт. В других случаях менее трудоёмким является тот вариант, при котором штучно-калькуляционное время выполнения операции будет меньшим. Если n<nкр, то более оптимален вариант ручного монтажа, а если n>nкр, то – вариант монтажа на автомате.
Поскольку в нашем случае n=167>nкр, то делаем вывод, что оптимальным вариантом для рассмотренной нами операции является монтаж на автомате.
6 Заполнение маршрутных карт
В [12] дан пример оформления технологических карт для маршрутно-операционной технологии. Технологический процесс сборки, разработанный по операциям и переходам, оформим в технологических картах ГОСТ 3.1118-82.
Информацию для оформления карт маршрутной технологии возьмём из таблицы 6 подраздела 4.4 согласно примеру, представленному в [1] приложения Б. Заполним только строки со служебными символами А и Б (код и наименование операции, оборудование).
7 Заполнение операционной карты
Информацию для оформления карт операционной технологии возьмём из таблицы 7 подраздела 5.2 согласно примеру, представленному в [1] приложения В. Заполним строки со служебными символами А, Б, О, Т (код и наименование операции, оборудование, переходы, приспособления и инструмент ), а если для выполнения операции необходимы вспомагательные материалы, то и строку с символом М (материалы). Карту операционной технологии оформим только для оптимального варианта операции, определённой в разделе 5.
ЗАКЛЮЧЕНИЕ
В ходе выполнения домашнего задания на основе конструкторских требований и произведённого качественного и количественного анализа технологичности платы разработали технологическую схема сборки, произвели выбор оборудования, приспособлений, инструментов и вспомогательных материалов для выделенных операций. В результате был получен график трудоёмкости исполнения монтажной операции вручную и на автомате.
При разработке маршрутной и операционной технологии использовали типовой технологический процесс сборки печатного узла, что позволило значительно сократить срок и упростить процесс разработки.
ПРИЛОЖЕНИЕ А
ПРИЛОЖЕНИЕ Б
ПРИЛОЖЕНИЕ В
ПРИЛОЖЕНИЕ Г
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Заболотний В.А. Проектування технологiчних процесiв складання електронної апаратури: навч. посiбник / В.А. Заболотний, О.В. Заболотний, В. О. Книш. -Х.: Нац. аерокосм. ун-т „Харк. авіац. ін-т”, 2008. - 64 с.
2. Коваленко П.И. Технология сборки и испытаний авиационных приборов: учеб. пособие / П.И. Коваленко, И.Г. Корицкий, В.Г. Юрьева. - Х.: Харьк. авиац. ин-т, 1988. - 93 с.
3. Нормативы времени для технического нормирования электромонтажных работ в приборном производстве. Дифференцированные и укрупненные нормативы. - М., 1980. -136 с.
4. Отраслевые нормативы времени на слесарно-сборочные работы при производстве электрических аппаратов напряжением до 1000 В. - М., 1981. -179 с
5. Проектирование технологических процессов сборки электронных устройств приборов и систем управления летательных аппаратов / Заболотный В.А.- Учеб. пособие по курсовому проектированию.- Харьков: ХАИ, 1997.- 43 с.
6. Укрупненные нормативы времени на слесарно-сборочные работы в приборном производстве. - М., 1987. - 82 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.