




4 РАЗРАБОТКА МАРШРУТНОЙ ТЕХНОЛОГИИ
По технологическим схемам сборки изделия выявляют основные сборочные операции и их последовательность, определяют время, необходимое для их выполнения, укрупнено, по нормативам, с последующим уточнением и корректировкой. Маршрутная технология характеризуется расчленением сборочного процесса на операции. При серийном производстве содержание операций принимают таким, чтобы на отдельных рабочих местах выполняемая узловая и общая сборка изделия периодически сменяемыми партиями обеспечивала высокую загрузку рабочих мест. Так как сборочные работы неоднородны, то их следует разделять. Обычно механические сборочные работы выполняют раньше. В тех случаях, когда полное окончание этих сборочных работ затрудняет доступ к узлам и деталям для выполнения электрического соединения, допускается чередование работ по механическому и электрическому соединению.
Наименования операций должны отражать сущность каждой операции, чтобы объем, основной смысл и схема техпроцесса были ясны при прочтении карты технологического маршрута.
4.1 Анализ типового технологического процесса и выбор необходимых операций для единичного ТП.
Проанализировав ТП сборки типовых конструкций электронных узлов и блоков для платы блока контроля напряжения установим следующие операции единичного ТП:
- комплектовочная;
- подготовительная;
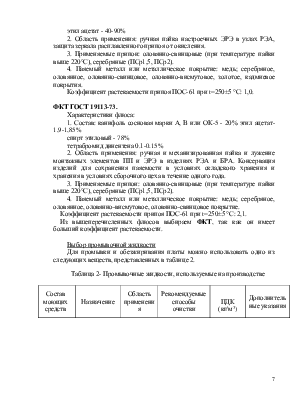
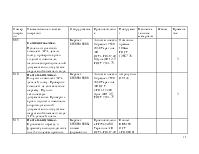
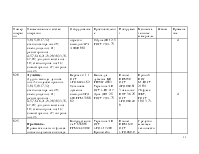
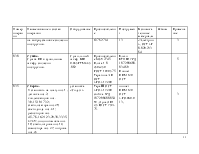
- промывка;
- сушка;
- лужение выводов ЭРЭ;
- формовка и обрезка выводов;
- сборка;
- пайка;
- контроль:
а) контроль паяных соединений;
б) контроль электрических ЭРЭ;
в) общий контроль;
- лакирование;
- регулировка;
- монтажные.
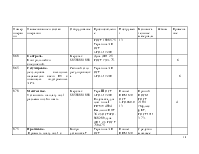
4.2 Разработка операций единичного технологического процесса, установление их содержания[5]
Комплектовочная. В данной операции необходимо распаковать от упаковки ЭРЭ, детали, платы; проверить сроки годности, номиналы, наличие сопроводительной документации, отсутствие нарушений внешнего вида. Подобрать чертеж, уложить комплект согласно чертежу в тару. Подобрать форму технологического паспорта, заполнить графу «комплектация», уложить паспорт в тару.
Подготовительная. Предусмотрено 3 подготовительных операции:
а) получить комплект ЭРЭ, деталей, плат. Изучить техническую документацию. Проверить комплект на соответствие чертежу. Проверить отсутствие повреждений внешнего вида ЭРЭ, плат, деталей;
б)произвести обрезку и формовку выводов датчика поз.2, конденсаторов поз. 3,9,15,19.17,32; стабилизатора поз.28; светодиода поз. 31; резисторов поз. 4,5,7,8,16,21,23,29,30,33,35,37,38; диодного моста поз. 10; стабилитрона поз.13; симистора поз. 27; оптрона поз.25.Операция выполняется автоматически;
Промывка. Будет 3 операции. Она может производиться тремя способами: вручную, ультразвуковым или вибрационным методом.
а) отмыть печатную плату поз. 1, детали и ЭРЭ от флюса после получения ее со склада;
б) промыть плату поз.1 с ЭРЭ после пайки ЭРЭ;
в) промыть плату поз.1 после пайки разъемов.
Мы используем вибрационную промывку.
Сушка. Будет 4 операции. Ее можно производить различными способами: на открытом воздухе, с принудительным обдуванием, в термошкафу, в вакууме. Применим сушку в сушильном шкафу, т.к. необходимо выдерживать температурный режим 60°С. В нашем случае операция сушки осуществляется:
а) сушить плату поз. 1. детали и ЭРЭ после промывки при получении со склада;
б) сушить плату поз.1 с ЭРЭ после пайки ЭРЭ со штырьковыми выводами ;
в)сушить плату поз.1 после пайки разъемов;
г) сушить плату поз.1 с ЭРЭ после покрытия лаком.
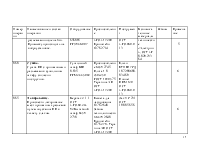
Лужение.Будет 1 операция:
а) лудить выводы датчика поз.2, конденсаторов поз. 3,9,15,19.17,32; стабилизатора поз.28; светодиода поз. 31; резисторов поз. 4,5,7,8,16,21,23,29,30,33,35,37,38; диодного моста поз. 10; стабилитрона поз.13; симистора поз. 27; оптрона поз.25.Операция осуществляется автоматизированным способом, методом погружения выводов ЭРЭ в ванну с расплавленным припоем.
Сборка.
Установить на плату поз.1 датчика поз.2, конденсаторов поз. 3,9,15,19.17,32; стабилизатора поз.28; светодиода поз. 31; резисторов поз. 4,5,7,8,16,21,23,29,30,33,35,37,38; диодного моста поз. 10; стабилитрона поз.13; симистора поз. 27; оптрона поз.25 на «Силуэте».
Монтажная.
Установить на плату поз.1 разъемы поз.6 и паять. Операция выполняется вручную.
Пайка.Применить пайку волной для всех монтируемых элементов припоем ПОС61 ГОСТ 21931-76. Будет 1 операция:
а) паять волной припоя на плате поз. 1 датчика поз.2, конденсаторов поз. 3,9,15,19.17,32; стабилизатора поз.28; светодиода поз. 31; резисторов поз. 4,5,7,8,16,21,23,29,30,33,35,37,38; диодного моста поз. 10; стабилитрона поз.13; симистора поз. 27; оптрона поз.25.Операция осуществляется автоматизированным способом.
Контроль.Будет 4 операции контроля:
а) контроль установки ЭРЭ на плату;
б) контроль пайки соединений;
в) контроль по электрическим параметрам;
г) окончательный контроль всего блока.
Лакирование. Будет 2 операции:
а)лакировать плату поз. 1 с установленными на нее ЭРЭ со штыревыми выводами.;
б) лакировать на плате поз.1 места с припаянными разъемами поз. 6. Выбираем вариант с погружением платы в ванну с лаком. Покрывать лаком УР-231 по ОСТ 19.005-858
Регулировка. Будет 1 операция:
Регулировка выходных параметров всего ПУ с помощью подстроечных ЭРЭ.
4.3 Выбор инструментов, оборудования и приспособлений
Разработав операции единичного технологического процесса сборки платы электронного терморегулятора и проанализировав все возможные варианты подбора инструмента, оборудования и приспособлений, необходимых для осуществления процесса сборки, мы выберем оптимальный их комплект для каждой в отдельности.
Выбор оборудования.
1. Верстак 80500001000- используется для комплектовочной операции, подготовительной (а), контроля (а,б,в), сборочной (в).
2. Верстак 2-1-1 ОСТ 4.ГО.60.234-82 – используется для операции лужения, пайки(а), лакирования .
3. Виброустановка Т858095 ГГМ2.339.002 – используется для операции промывка (а, б).
4. Сушильный шкаф ВШ-0.035 ГГМ2339.002 – используется для операции сушка (а, б, в).
5. Автомат формовки и обрезки выводов ЭРЭ АФЗП-901 –используется для подготовительной операции (б).
6. Автомат установки ЭРЭ на плату АУЭП-986234-82 – используется для операций сборки(а,б).
7. Вытяжной шкаф 6358-2730 - используется для операции пайки(а,б);
Выбор приспособления.
1.Антистатический браслет 7890-4850 - используется для комплектовочной, подготовительной(б) .
2. Тара типа ЭП ОСТ 4. ГО. 417. 200 – используется для подготовительной(а,б) ,комплектовочной операций, для лужения , промывки(а,б), для сушки(б), для лакирования, контроля(а,в).
3. Тара типа III ОСТ 4.ГО.417.200 – используется для сборки (а,б).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.