Диаметры колесной пары определяют по прибору поперечной настройки. Обтачиваемый диаметр получается в зависимости от установки каретки по линейке (грубая настройка) и лимбу (точная настройка).
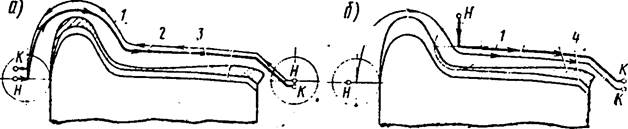
Профиль колеса на практике, как правило, восстанавливают за два прохода резца, поэтому первый проход (грубая обработка) осуществляется чаще всего от фаски к гребню (рис. 3.2, о), а второй (чистовая обработка) -от внутренней грани колеса по гребню к фаске. На рисунке показано направление траектории центра чашечного резца от начала (Н) до конца (К) ее при грубой 7 и чистовой 2 обработке. При грубой обработке снимается труднообрабатываемый верхний 3 слой металла колеса в стружку, а при чистовой обработке - нижний 4.
а) /^^. ^/^^\^
|
|
Ч / f^~>\\\ ' ' 2 J Ч
Рис. 3.2. Схемы обработки профиля поверхности обода колеса чашечными резцами на колесотокарном станке модели 1836А
Опыт показывает, что грубую обработку при отсутствии большого износа гребня можно выполнять не по всему контуру, а по части его. При этом грубую обработку осуществляют от выкружки колеса к фаске (рис. 3.2, б), а чистовую, как обычно, - по всему контуру от внутренней грани к фаске. Такая технология обработки ведет к уменьшению машинного времени и увеличению производительности обтачивания. После восстановления профиля оба суппорта выводятся в исходное положение, выключается привод главного движения и прекращается вращение колесной пары. Затем производится гидроотжим бабок, подъем домкрата и раздви-жение бабок. Колесную пару устанавливают на домкрат, а затем удаляют подъемно-транспортными механизмами со станка.
3.2.2. Колесотокарные станки фирмы Рафамет моделей UBB112 и UDA112N
Указанные станки принципиально отличаются друг от друга, поэто-1 му их описание приводится раздельно.
Колссопюкнрпын станок модели UBB112
Станок старотипный. Предназначен в основном для обработки вагонных колесных пар, однако широкий диапазон обрабатываемых диаметров колес позволяет обрабатывать колесные пары тендеров, трамваев, а также некоторых электровозов и тепловозов. На станке предусмотрена возможность обработки колесных пар без демонтажа буксовых узлов и без разбор- i ки приводных и тормозных узлов, находящихся на средней части оси.
Техническая характеристика станка модели UBB112
Предельные размеры обрабатываемых колесных пар на станке в нормальном исполнении, мм:
ширина колеи 1435-1676
длина оси 1640-2800
диаметр захвата 540—1050
диаметр колес 700—1120 Предельные размеры обрабатываемых колесных пар на станке в специальном исполнении, мм:
|
900-1524 1210-2190 500-1120 |
ширина колеи
длина оси
диаметр колес
диаметр захвата при применении специальных захватов 470-950 Пределы частот вращения шпинделя, об/мин 2,93-31,67 Число ступеней частот вращения шпинделя 14 Пределы подач обдирочных суппортов, мм/об:
поперечных 0,45-4,5
продольных 0,5-5,0 Число ступеней подач обдирочных суппортов 9 Пределы подач копировальных суппортов, мм/об 0,4-4,0 Число ступеней подач копировальных суппортов 9 Скорость установочных перемещений, мм/мин:
подъемника 350
шпиндельной бабки 1100
пинолей 350
обдирочных суппортов в направлении:
|
1500 1700 1500 1320 60/50/40 1500/1000/750 80 |
поперечном
продольном
копировальных супггортов в направлении:
поперечном
продольном
Мощность электродвигателя главного привода, кВт Частота вращения вала электродвигателя, об/мин Номинальная установленная мощность, кВт Число суппортов:
обдирочных
копировальных
Система копирования механическая Диаметр чашечного резца, мм 30,8
Габаритные размеры, мм
длина 8500 ширина 3900 высота 1900 Масса, кг 40000 Среднее штучное время обтачивания колесной пары, мин 27
Станок UBB112 (рис. 3.3) состоит из следующих основных узлов:
станины /, электродвигателя 2 главного привода, двух подвижных шпиндельных бабок 5, подъемника 9, двух идентичных коробок подач 8 и 12, двух обдирочных (крестовых) 10 и двух копировальных 7 суппортов и четырех кнопочных пультов управления //. К левой торцевой поверхности станины прикреплена установленная на фундаменте коробка скоростей 3 главного привода, которая через ведущий вал 4 обеспечивает регулирование частоты вращения планшайб 6, обеих шпиндельных бабок 5 и передачу движения коробкам подач 8 и 12. На планшайбах смонтированы трехкулачковые поводки 13 с гидроприводами. Пульты управления 11 расположены на крышках суппортов, поэтому обслуживать станок можно с обеих сторон. Все узлы станка имеют собственные быстрые установочные перемещения и автоматически действующие зажимы для фиксации положения. Станок снабжен системой концевых и путевых выключателей, автоматизирующих ряд вспомогательных переходов.
Две одинаковой конструкции подвижные шпиндельные бабки расположены на направляющих станины. Назначение бабок - установка, центрирование и закрепление колесной пары и передача вращающего момента на обрабатываемую деталь. Перемещение шпиндельных бабок по направляющим станины осуществляется при помощи автономного привода, винта и гайки. Привод вместе с электродвигателем мощностью 2,2 кВт и частотой вращения вала 1410 об/мин встроен в станину. Подвижные пино-ли, каждая из которых снабжена своим приводом-зажимом, обеспечивают центрирование колесной пары и закрепление ее в центрах во время обра- i ботки. Пиноли перемещаются от индивидуальных электродвигателей,;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.