В любом автоматизированном технологическом процессе осуществляется контроль и регулирование определенных технологических параметров с тем, чтобы обеспечить высокое качество выпускаемой продукции. Для осуществления контроля и регулирования технологических параметров используются различные измерительные, преобразующие, регулирующие и др. устройства автоматизации. Для того чтобы контроль (либо регулирование) обеспечивался с заданной точностью необходимо произвести расчет устройства с учетом технологических параметров и по данным расчета произвести выбор определенного устройства.
В проекте осуществлен выбор технических средств автоматизации, список и обоснования выбора которых, приведены в таблице 2.1.
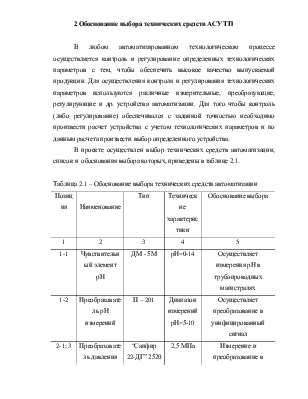
Таблица 2.1 – Обоснование выбора технических средств автоматизации
|
Позиция |
Наименование |
Тип |
Технические характеристики |
Обоснование выбора |
||
|
1 |
2 |
3 |
4 |
5 |
||
|
1-1 |
Чувствительный элемент рН |
ДМ - 5М |
рН=0-14 |
Осуществляет измерения рН в трубопроводных магистралях |
||
|
1-2 |
Преобразователь рН измерений |
П – 201 |
Диапазон измерений рН=5-10 |
Осуществляет преобразование в унифицированный сигнал |
||
|
2-1; 3 |
Преобразователь давления |
“Сапфир 22-ДГ” 2520 |
2,5 МПа |
Измерение и преобразование в унифицированный выходной сигнал |
||
|
Продолжение таблицы 2.1 |
||||||
|
1 |
2 |
3 |
4 |
5 |
||
|
2-2;4-2 7-2;4- |
Электро – пневмапреобразователь |
ЭП-1214-ЩМЗ |
Преобразует токовый сигнал в пневматический |
|||
|
4-1 |
Термопреобразователь |
ТСМУ-10М |
Т=200 0С |
Осуществляет измерения с заданной точностью |
||
|
5-1 |
Диафрагма |
ДКС 0,6-100 |
0,6 МПа 100 мм |
Обеспечивает измерение переменного перепада давления |
||
|
5-2 |
Преобразователь измерительный |
“Сапфир 22ДД” 2410 |
4 МПа |
Измерение и преобразование в унифицированный выходной сигнал |
||
|
5-3 |
Блок питания с корнеизвлечением |
БПК – 40 |
Используется для преобразования измерений разности давлений |
|||
|
6;7-1;8 |
Преобразователь измерительный |
“Сапфир 22ДД” 2410 |
4 МПа |
Измерение и преобразование в унифицированный выходной сигнал |
||
|
2-3 |
Исполнительное устройство |
25ч5п2(НО) (РХ 65231.06) |
Dy = 25 мм Вода |
Подходит по технологическим параметрам |
||
|
7-3 |
Исполнительное устройство |
25ч5п2(НО) (РХ 65231.06) |
Dy = 25 мм Пар |
Подходит по технологическим параметрам |
||
|
4- |
Исполнительное устройство |
25с37нж (УФ 65086) |
Dy = 40 мм Пар |
Подходит по технологическим параметрам |
||
|
4- |
Исполнительно устройство |
25с37нж (УФ 65086) |
Dy = 40 мм Вода |
Подходит по технологическим параметрам |
||
|
Продолжение таблицы 2.1 |
||||||
|
1 |
2 |
3 |
4 |
5 |
||
|
9;10 |
Блок питания |
БПД – 40 |
Необходим для работы ряда измерительных преобразователей используемых в технологическом процессе |
|||
|
11;12 |
Пускатель магнитный |
ПМЛ 2100 |
Для осуществления заданного режима работы насосов |
|||
В настоящее время в различных отраслях промышленности автоматическое регулирование осуществляется с помощью микропроцессорных систем. Наиболее широкое распространение получили такие микропроцессорные комплексы, как “Ремиконт”, “Ламиконт”, “SYMANTIC” и другие.
Для автоматизации процесса крашения пряжи выбираем “Ремиконт Р-130”, который позволяет решать как простые, так и сложные задачи управления. Программирование микроконтроллера сводится к объединению готовых программ, находящихся в ПЗУ, в одну общую программу с помощью специальной программы конфигурирования. Путем последовательного нажатия определенных клавиш извлекаются необходимые алгоритмы в которых устанавливаются нужные параметры настройки.
Ремиконт Р-130 – это компактный малоканальный, многофункциональной микропроцессорный контроллер предназначенный для автоматического регулирования и логического управления техническими объектами и технологическими процессами. В виду своих особенностей контроллер позволяет экономно управлять небольшими агрегатами.
2.5.2 Программирование контроллера
- тестирование;
- установка приборных параметров;
- задание системных параметров;
- размещение алгоритмов в алгоблоках;
- конфигурирование;
- настройка параметров алгоблоков;
- задание начальных условий;
- работа с ППЗУ.
Рассмотрим выполнение данных процедур для первого контроллера. Процедуры для второго контроллера выполняются аналогично, поэтому его настройка в проекте приведена не будет.
1. В процедуре тестирования проверяется работоспособность устройств микроконтроллера – ПЗУ, ОЗУ, интерфейсный канал, пульт настройки, лицевая панель и т. д. В процессе проектирования данная процедура не рассматривается.
2. Процедура “приборные параметры” предназначена для задания общих параметров контроллера, таких как комплектность, диапазон времени, “обнуление”, время цикла и др. выполняемая в данной процедуре последовательность операций и характеризующие их параметры, являются общими для всех алгоблоков, т.е. для контроллера в целом. В процедуру входят следующие операции:
а) вводим установку стандартной конфигурации для аналогового регулирования 01;
б) при задании комплектности для 11 модели, вводим 11;
в) для установки кода запрета на изменение параметров, вводим 00;
г) устанавливаем младший диапазон времени (с, мин), вводим 00;
д) вводим 1,8 для установки времени цикла на 1,8 с;
3. В процедуре “алгоритм” устанавливаются коды алгоритмов и параметры – модификаторы, масштаб времени. Из четырех процедур связанных с программированием, процедура “алгоритм” должна быть выполнена первой. В общем случае для каждого алгоблока задаются три параметра: код алгоритма, его модификатор (М) и масштаб времени. Результаты данной процедуры приведены в таблице 2. .
Таблица 2.2 – Процедура “алгоритм”
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.