2.2.8. Система координат станков с ЧПУ
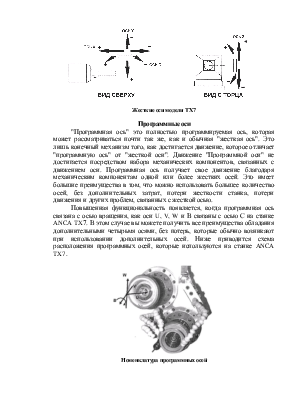
Оси станка ТХ7
"Жесткая ось" это то, что обычно называют "Осью", получающей движение благодаря винтовой паре. Жесткая ось требует использования направляющих, винтовых пар, моторов, сервоприводов и всей связанной с ними электропроводки, которые необходимы для функционирования оси.
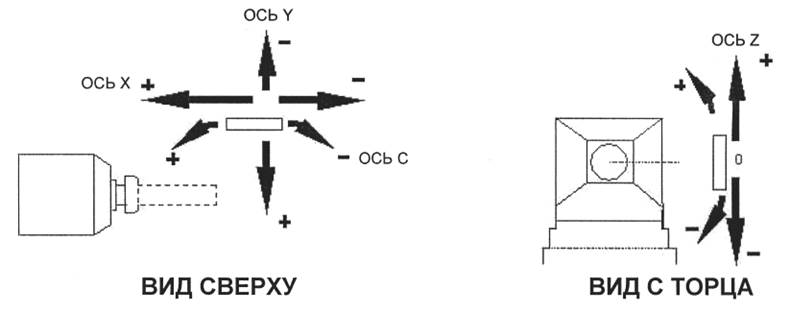
В общем случае, когда мы думаем о движениях станка и способе шлифования инструмента, мы рассматриваем движение круга вокруг неподвижного инструмента. До конца этого руководства мы всегда будем описывать маршрут круга вокруг инструмента, как если бы инструмент был неподвижным, а круг перемещался вокруг него. Когда мы рассматриваем движение компонентов станка таким образом, оси располагаются так, как показано на рисунке ниже.
 |
"Программная ось" это полностью программируемая ось, которая может рассматриваться почти так же, как и обычная "жесткая ось". Это лишь конечный механизм того, как достигается движение, которое отличает "программную ось" от "жесткой оси". Движение "Программной оси" не достигается посредством набора механических компонентов, связанных с движением оси. Программная ось получает свое движение благодаря механическим компонентам одной или более жестких осей. Это имеет большие преимущества в том, что можно использовать большее количество осей, без дополнительных затрат, потери жесткости станка, потери движения и других проблем, связанных с жесткой осью.
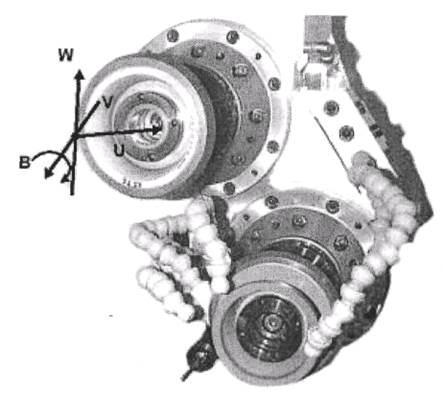 |
Номенклатура программных осей
Ось V позволяет вам перемещать круг вдоль осевой линии шпинделя, независимо от угла оси С в данный момент времени.
Ось В это ось вращения, которая позволяет вам перемещать исходную точку поворота круга вокруг периферии круга. Ось U позволяет вам перемещать исходную точку поворота в направлении к центру круга, от периферии. На практике, оси ВиU помогают в создании сложных траекторий шлифования.
Программные оси дают вам возможность более легкого выполнения задач, чем это было ранее. В некоторых случаях, исключительно сложные задачи становятся простыми.
Программные оси это комбинация физических осей, которые работают вместе, как одна программная ось.
Программные оси станка это реальные, программируемые оси, которые могут использоваться точно так же, как если бы они приводились в движение своими собственными сервомоторами и винтовыми парами. Эти оси имеют свое собственное прямое смещение, отображение позиционирования и средства MPG (ручной генератор импульсов). Программные оси обеспечивают выполнение многих сложных процедур шлифования в одном быстром, технологическом процессе.
Для оператора и программиста они идентичны механическим осям, но без добавления механической сложности станка.
Оси можно программировать, вручную перемещать в толчковом и обычном режиме с использованием маховика, как и все физические оси. Они выбираются с помощью клавиши "Softaxis" (Программная ось) на панели управления. Нажатие этой клавиши вызывает появление программной панели, где вы можете выбрать ось для перемещения. Программные оси это В, U, V, W и А.
Когда ось С вращается, перемещение круга вокруг инструмента будет обусловлено, как позиционированием программных осей, так и позиционированием исходной точки поворота круга.
Настройка исходной точки поворота позволяет вам настроить исходную точку поворота КОЛОННЫ в любом месте на инструменте (или за его пределами), где вы желаете.
Ось V может рассматриваться, как выдвижной шпиндель, который будет перемещать круг вперед и назад, вдоль осевой линии шпинделя. Это перемещает круг вперед и в сторону от исходной точки поворота, которая была указана.
|
|
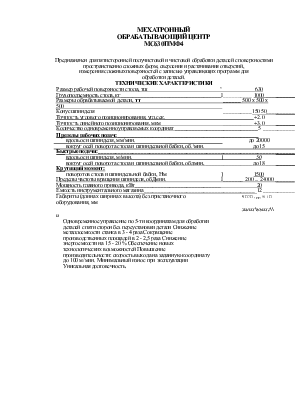
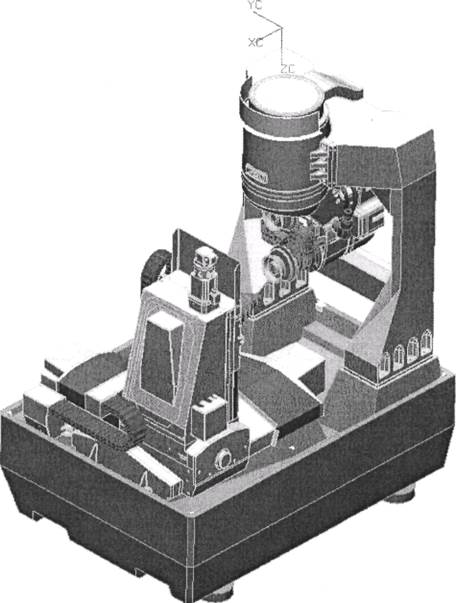
МЕХАТРОННЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР МС630ПМФ4
Предназначен для пятисторонней получистовой и чистовой обработки деталей с поверхностями
пространственно сложных форм, сверления и растачивания отверстий,
измерения сложных поверхностей с записью управляющих программ для
обработки деталей.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Размер рабочей поверхности стола, тш " 630
Грузоподъемность стола, кг____________________________________ I__________________________________________________________ 1000__________________________________________________________
Размеры обрабатываемой детали, тт500 х 500 х 500
Конус шпинделя 150 50
Точность углового позиционирования, угл.сек. +2.0
Точность линейного позиционирования, мкм +3.0
Количество одновременно управляемых координат_____________________________________________________________ 5_____________________________________________________________
Пределы рабочих подач:________________________________________
вдоль оси шпинделя, мм/мин. до 20000
![]() вокруг осей поворота стола и
шпиндельной бабки, об.\мин. до 15
вокруг осей поворота стола и
шпиндельной бабки, об.\мин. до 15
![]() Быстрые подачи:______________________________________________
Быстрые подачи:______________________________________________
вдоль оси шпинделя, м/мин. | 50
вокруг осей поворота стола и шпиндельной бабки, обдмин,_________________________________________________________ до 18________________________________________________________
Крутящий момент:
поворотов стола и шпиндельной бабки, Нм ] 1500
Пределы частоты вращения шпинделя, обДмин. I 200 ... 24000 |
Мощность главного привода, кВт_______________________________ __________________________________________________________ 20
Емкость инструментального магазина_____________________________________________________________ 12_____________________________________________________________
Габариты (длина х ширина х высота) без пристаночного ЧП7П .„„ 911П
оборудования, мм зших\ъъихг\\и
Одновременное управление по 5-ти координатам для обработки деталей с пяти сторон без переустановки детали Снижение металлоемкости станка в 3 - 4 раза Сокращение производственных площадей в 2 - 2,5 раза Снижение энергоемкости на 15 - 20 % Обеспечение новых технологических возможностей Повышение производительности: скорость выхода на заданную координату до 100 м/мин. Минимальный износ при эксплуатации Уникальная долговечность.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.