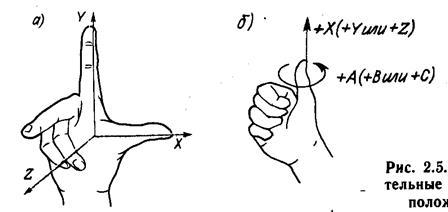
На рис. 2.21. представлено определение координатных осей станка с ЧПУ с помощью правила правой руки: большой палец – ось Х, указательный палец – ось У, средний палец – ось Z. Для определения координатных перемещений станка правую руку тыльной стороной мысленно располагают на обрабатываемой плоскости заготовки так, чтобы полусогнутый средний палец совпадал с осью вращения инструмента.
|
|
|
|
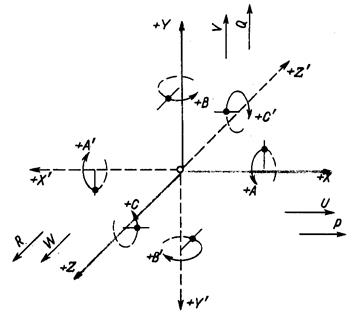
Рис. 2.20. Единая система обозначения координат станка с ЧПУ |
Рис. 2.21. Правило правой руки для определения координат станка с ЧПУ. |
61
Примеры программирования обработки на токарном станке модели SL400
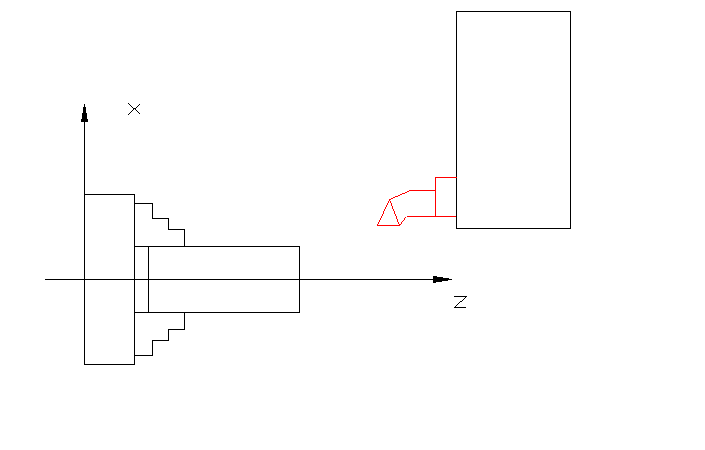
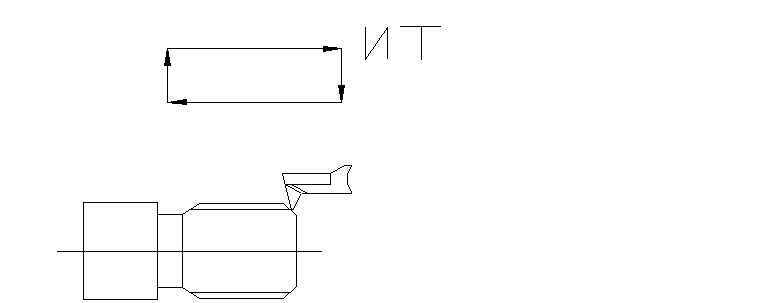
Схема рабочей зоны станка
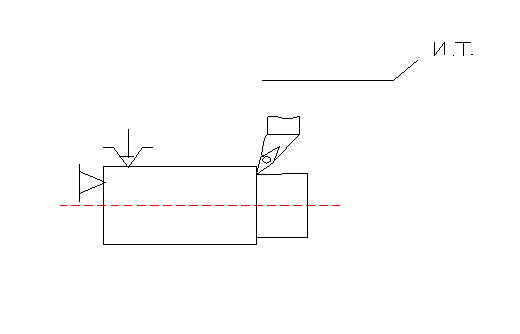
Ускоренное перемещение G0
N1 T1111
N2 G00 X100 Z250
Т- выбор номера инструмента
Х и Z-функции перемещения по соответствующим координатным осям
62
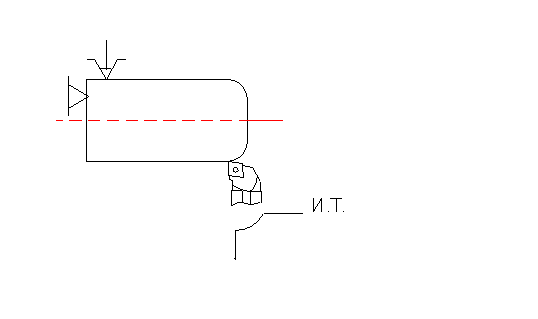
Линейная интерполяция G01
N1 T1111
N2 G01 X90 Z240 F5 S300 M04
F-подача мм/об
S-частота вращения об/мин
М04-вспомогательная команда (вращение шпинделя по часовой стрелке)
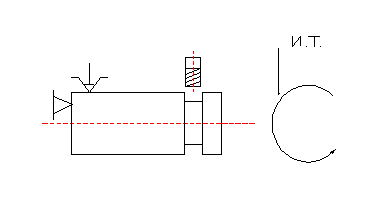
Круговая интерполяция G02, G03
N1 T1111
N2 G02 R10 X70 Z250 F01 S300
R-функция, задающая радиус обхода
Технологическая задержка G04-по усмотрению оператора
G04 F(сек.) S(об.)
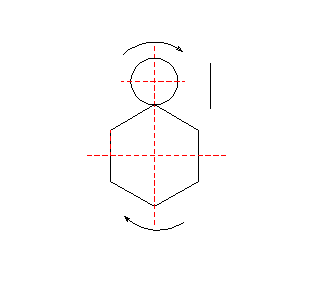
Цилиндрическая интерполяция G07.1
N1 T0101
N2 M34
N3 M4 S1000
N4 G01 Z100 X105 F1000
N5 G01 G18 W0H0
N6 G01 X100 F500
N7 G07.1 H47500
N8 G01 C360
N9 M30
63
М34 - фиксация шпинделя
М4 - вращение шпинделя по часовой стрелке
G18 -выбор плоскости ZX, в которой происходит фрезерование
W0H0- замена основных осей XZ параллельными им осями
G07.1 - цилиндрическая интерполяция
H47500 - расчётный диаметр в мкм
С360 - оборот вокруг оси H
M30 – вспомогательная команда (конец программы)
Программируемый ввод данных G10
N10 M0
N11 G10 X50 Z100 T0202
М0 - технологический останов
G10 - служит, например, для смены инструмента и возвращения в цикл обработки
Отвод и возвращение инструмента G10.6
N10 M0
N11 G10.6 X100 Z100
G10.6 - функция, применяемая для отвода инструмента, чтобы померить деталь и вернуть инструмент обратно
Отмена программируемого ввода G11
Режим торцевого фрезерования G12.1
N1 T0101
N2 M34
N3 M4 S1000
N4 G00 Z100 X50
N5 G01 Z95 F500 M08
N6 G12.1
N7 G41 G01 X36.72 C0 F20
N8 X18.36 C-15.9
N9 X-18.36
N10 X-36.72 C0
N11 X-18.36 C15.9
N12 X18.36
N13 X36.72 C0
N14 G40
N15 G13.1
N16 M30
64
М08 - вспомогательная команда (включение СОЖ)
G12.1 - режим торцевого фрезерования. Вместо оси Y появляется виртуальная ось С
G41 - левая компенсация радиуса режущей кромки инструмента
С0 - перемещение фрезы вдоль виртуальной оси С (перемещение фрезы по оси X c одновременным поворотом шпинделя)
G40 - отмена компенсации
G13.1 - отмена режима интерполяции
Ввод данных G20 в дюймах, G21 в мм
Функция проверки запаса хода G22
N1 G22 Z300 Z-100
Проверка возвращения в обратную позицию G27, G28
Функция пропуска G31- этой функцией можно пропустить блок команд в УП, не меняя самой УП.
Нарезание резьбы G76 многократный цикл
N1 T1111 M41
N2 G0 X-25 Z50 M03 S300
N3 G01 Z0 F3 M08
N4 G76 P000000 Q100 R0
N5 G76 X-22.2 Z-21 P800 Q50 R0 F1.5
N6 G0 Z400 M09 M05
N7 M30
М41 - диапазон шпинделя от 80 до 300
М03 - вращение шпинделя против часовой стрелки
P00.00.00. - ввод данных на резьбу. Первые 00- m число доводочных проходов. Вторые 00 - r величина сбега. Третьи 00- угол подъёма резца из резьбы
Q100 - минимальная глубина резания в мкм
R0 - припуск на чистовой проход
P800 - глубина резания в мкм
Q50 - съём за один проход в мкм
F1.5 - шаг резьбы
65
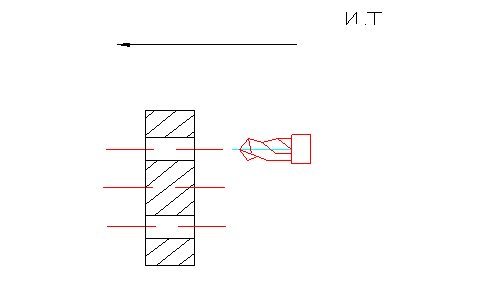
Цикл для торцевого сверления G83
N1 T0101
N2 C0
N3 G0 X400 Z250 M04 S400
N4 G01 Z1 F600 M08
N5 G83 Z-5 H45 K8 F10
N6 G80 C0 M09
N7 G0 Z400 M05
N8 M30
С0 - фиксация шпинделя (выставление угловой координаты в 0°)
К8 - 8 отверстий станок делит автоматически
Н45 - 45°
G80 - отмена цикла сверления
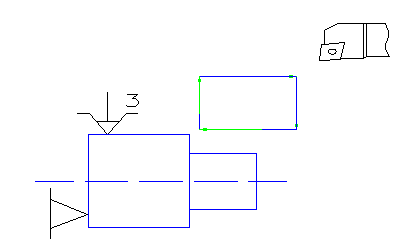
Цикл прямоугольного точения по контуру G71
N1 G97 G95 T1111 M41
N2 G0 X108 Z50 M04 S140
N3 G1 Z25 F3 M08
N4 X10 F0.1
N5 Z30 F1
N6 X106 F3
N7 G71 U2 R1
N8 G71 P9 Q14 U1 W0.05 F0.08
N9 G1 X60 F3 M08
N10 X68 Z30 F0.08
N11 Z12
66
N12 X80
N13 X85 Z10 M09
N14 X106 F2
N15 G70 P9 Q13
N16 G0 Z400 M05
N17 M30
М41- 1 диапазон частот вращения
G97-подача мм/об (F0.1)
М04- по часовой стрелке
U2- съём на сторону 2мм
R1-отход 1мм по диаметру
Р9-первый кадр цикла
Q14-последний кадр
U1-припуск на чистовой проход по диаметру
W0.05-припуск на чистовой проход по торцу
М08-включение СОЖ
M09-выключение СОЖ
G70-чистовой проход
М05-выключение оборотов
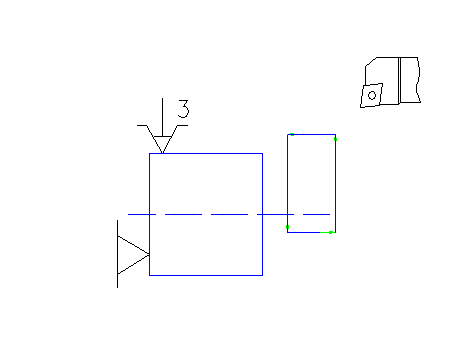
Цикл точения по торцу G72
N1 T1111
N2G0 X184 Z50 M04 S300
N3 G1 Z8 F3 M08
N4 G72 W2 R1
N5 G72 P6 Q10 U0.3 W0 F0.2
N6 G1 Z-7 F1
N7 X50 F0.1
N8 Z0
N9 X-1
N10 Z8 F1 M09
N11 G0 Z400 M0.5
N12 M30
W2- съём за проход по торцу
R1-отход по торцу
P6 Q10 - цикл съёма с 6 по 10 кадр
U0.3 - чистовой проход по X
W0 - нет припуска по Z
67
Цикл точения по контуру G73
N1 T1111
N2 G0 X110 Z50 M03 S200
N3 G1 Z20 X90 F3
N4 G73 U3 W0 R5
N5 G73 P6 Q11 U0 W0 F0.08
N6 G0 X70 Z0.5
N7 G1 Z6
N8 X76 Z9
N9 Z17
N10 X71 Z20
N11 Z50
N12 X77
N13 Z1 F3
N14 G0 Z400 M05
N15 M30
R5 - количество проходов
U3 - припуск на сторону
P6 Q11 - кадры цикла с 6 по 11
U0 W0 - нет припусков на чистовой проход
68
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.