Посадку образуют две детали (вал и отверстие), которые в условиях производства нужно выполнить с заданной или необходимой точностью. При изготовлении деталей основными являются вопросы оптимального выбора метода и средств измерения и контроля точностных параметров изделий. Трудоемкость контрольно-измерительных операций в общем объеме при изготовлении продукции достигает в отдельных случаях 35 % и более. Кроме того, средства измерения применяются не только в сфере производства, но и при эксплуатации и ремонте машин, диагностике технических систем.
Данные методические указания предназначены для того, чтобы студенты научились самостоятельно анализировать конкретные посадки, выявлять зазоры или натяги и осуществлять оптимальный выбор измерительных средств для отдельных деталей, образующих посадки.
1. ПОСАДКИ С ЗАЗОРОМ
1.1. Общие положения
Подвижными посадками, или посадками с зазором, называются такие посадки которые в сопряжении обеспечивают возможность относительного перемещения, т. е. между сопряженными поверхностями имеется зазор.
Зазор – положительная разность между
действительными размерами отверстия и вала, зазор характеризует свободу
относительных перемещений соп-
ряженных деталей (рис. 1.1).
|
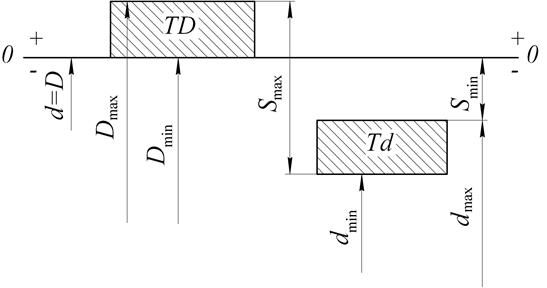
Для подвижных посадок поле допуска отверстия расположено под полем допуска вала. Предельные значения зазоров (рис. 1.2) можно определить по формулам:
Разница между наибольшим и наименьшим зазорами называется допуском зазора TS:
Если в уравнение (1.3) подставить значения предельных зазоров, то можно получить формулу: |
Рис. 1.1
Рис. 1.2 |
![]() (1.4)
(1.4)
В формуле (1.4) ![]() , поэтому уравнение допуска
зазора (1.3) будет иметь вид:
, поэтому уравнение допуска
зазора (1.3) будет иметь вид:
![]() ,
(1.5)
,
(1.5)
т. е. допуск зазора определяется как сумма допусков отверстия и вала.
В Единой системе допусков и посадок (ЕСДП) насчитывается 11 подвижных посадок, которые располагаются в соответствии с латинским алфавитом.
Система отверстия:

Система вала:

Характерной особенностью ряда подвижных посадок является то, что к началу алфавита зазор увеличивается при одном и том же номинальном размере и одинаковой точности. Посадки с двойным обозначением, например CD (cd), EF (ef), FG (fg), применяются для небольших размеров, т. е. до 10 мм. Несмотря на то, что в ЕСДП имеется 11 посадок с зазором, не все они применяются в равной мере. Так, например, в 6-м и 10-м квалитетах стандартом ГОСТ 25347-89 рекомендуются к применению три посадки, в 8-м – одиннадцать (прил. 2). Кроме того, среди рекомендуемых имеются посадки для предпочтительного применения (в таблице посадок они подчеркнуты или выделены рамкой) и именно их следует выбирать в первую очередь.
1.2. Применение подвижных посадок
Посадки с зазорами предназначены для подвижных и неподвижных соединений деталей. Посадок с зазором предусмотрено в системах посадок значительно больше, чем посадок с натягом и переходных, так как чаще требуется, чтобы одна деталь соединялась с другой без запрессовки. Иногда детали, предназначенные для последующего соединения сваркой или винтами, предварительно соединяют друг с другом по посадке с зазором. Зазор в подвижных соединениях служит для многих целей, например для обеспечения свободного относительного перемещения, размещения смазки, компенсации температурной деформации, отклонения формы сопрягаемых поверхностей и отклонений взаимного расположения элементов деталей; облегчения процесса сборки и компенсации ошибок монтажа и т. д. Зазоры применяют в неподвижных соединениях для облегчения сборки, а взаимную неподвижность соединяемых деталей обеспечивают последующим креплением винтами, штифтами, шпонками и т. п.
Наименьший зазор обеспечивают так называемые «скользящие» посадки (H/h), они установлены во всем диапазоне точности сопряженных
размеров
(4 – 12-й квалитеты). Эти посадки служат для медленного перемещения деталей в
продольном направлении, для точного направления при возвратно-поступательном
движении, а также для соединений, детали которых должны легко передвигаться или
проворачиваться при настройке. Примеры применения «скользящей» посадки: сменные
шестерни на валах металлорежущих станков, пиноли в корпусах задних бабок
токарных станков, фрезы на оправках, центрирующие фланцы клапанов в
соответствующих выточках, поршни в цилиндрах пневмосверлилок и т. д.
Посадки H/g, G/h предназначены для точных подвижных соединений, в которых требуется обеспечить плавность возвратно-поступательного перемещения и ограничить зазор во избежание нарушения соосности или для сохранения герметичности. Примеры применения: шпиндели точных станков и делительных головок в направляющих, поршни в цилиндрах индикаторов, клапанные коромысла на осях распределительных механизмов двигателей внутреннего сгорания и т. д.
Посадки H/f, F/h предназначены для соединений с
гарантированным зазором, достаточным для обеспечения свободного вращения в
подшипниках
скольжения, а также для опор поступательного перемещения, не требующих высокой
точности центрирования. Примеры применения: валы в подшипниках скольжения,
плунжеры в цилиндрах гидроподъемников и домкратах, ненагруженные шкивы на валах,
валы прессов в опорах и т. д.
Посадки H/e, E/h характеризуются значительным гарантированным зазором, обеспечивающим свободное вращательное движение при динамическом режиме и перегрузках в неподвижных соединениях для деталей, требующих значительного зазора при установке и регулировке. Примеры применения: подшипники скольжения для валов турбогенераторов, больших электромашин, центробежных насосов, коренных шеек коленчатых валов двигателей внутреннего сгорания; блоки зубчатых колес в коробках перемены передач и т. д.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.