





ГЛАВА VII
ОБРАБОТКА НА РЕЗЬБООБРАЗУЮЩИХ СТАНКАХ
Понятие о станках. Разъемные соединения, выполняемые с помощью резьбовых крепежных деталей (болтов, винтов, муфт, шпилек и т. п.), широко применяются в машиностроении. Образование резьбы методами резания или пластического деформирования осуществляется на многих группах и типах станков с применением разнообразных инструментов. Это позволяет получить цилиндрическую и коническую, внутреннюю и наружную резьбы различного профиля, однозаходные и многозаходные. Выпускаются также специализированные станки для образования резьбы нарезанием или пластическим деформированием - накатыванием.
Резьбонарезные станки выполняются с вертикальной и горизонтальной компоновкой шпинделя, имеют один-два или более шпинделей, работают как полуавтоматы и автоматы, служат для нарезания внутренних (в гайках) и наружных (на болтах и винтах) резьб. На станках, работающих метчиками, реверсирование (при глухих отверстиях) осуществляется автоматически конической фрикционной муфтой (станки мод. 2054А, 2056, 2061 и др.). Имеется специальное устройство, предотвращающее поломку метчика при перегрузке его по осевому усилию или крутящему моменту. Нарезание ведется как метчиками (в том числе с изогнутым хвостовиком), так и резьбонарезными головками с круглыми или тангенциальными плашками.
В нефтяном машиностроении используются трубонарезные полуавтоматы токарного типа для нарезания конусных резьб на концах труб с предварительной их обточкой. При производстве резьбовых деталей массового применения (болтов, шпилек и т. п.) широкое применение получили высокопроизводительные резьбонакатные станки, работающие плоскими плашками или роликами. Высокоточные резьбы обрабатывают на резьбошлифовальных станках.
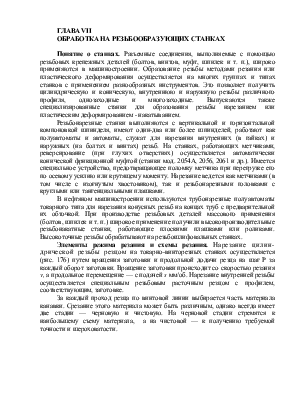
Элементы режима резания и схемы резания. Нарезание цилиндрической резьбы резцом на токарно-винторезных станках осуществляется (рис. 176) путем вращения заготовки и продольной додачи резца на шаг Р за каждый оборот заготовки. Вращение заготовки происходит со скоростью резания v, а продольное перемещение — с подачей s мм/об. Нарезание внутренней резьбы осуществляется специальным резьбовым расточным резцом с профилем, соответствующим, заготовке.
За каждый проход резца по винтовой линии выбирается часть материала канавки. Срезание этого материала может быть различным, однако всегда имеет две стадии — черновую и чистовую. На черновой стадии стремятся к наибольшему съему материала, а на чистовой — к получению требуемой точности и шероховатости.
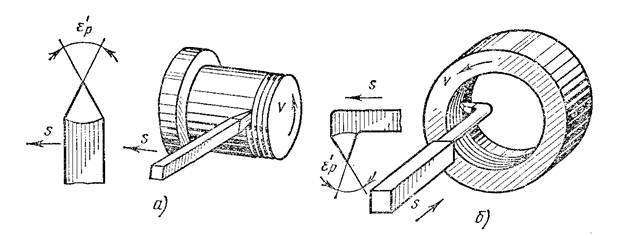
Рис. 176. Схемы нарезания наружной (а) и внутренней (б) резьб
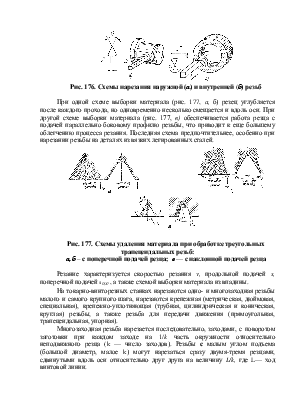
При одной схеме выборки материала (рис. 177, а, б) резец углубляется после каждого прохода, но одновременно несколько смещается и вдоль оси. При другой схеме выборки материала (рис. 177, в) обеспечивается работа резца с подачей параллельно боковому профилю резьбы, что приводит к еще большему облегчению процесса резания. Последняя схема предпочтительнее, особенно при нарезании резьбы на деталях из вязких легированных сталей.
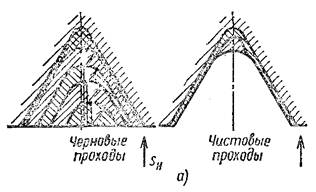
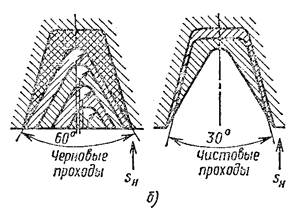
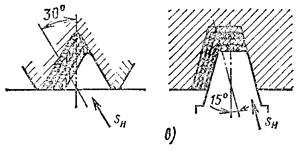
Рис. 177. Схемы удаления материала при обработке треугольных трапецеидальных резьб:
а, б – с поперечной подачей резца; в — с наклонной подачей резца
Резание характеризуется
скоростью резания v, продольной подачей s, поперечной подачей![]() , а также схемой выборки материала из впадины.
, а также схемой выборки материала из впадины.
На токарно-винторезных станках нарезаются одно- и многозаходная резьбы малого и самого крупного шага, нарезаются крепежная (метрическая, дюймовая, специальная), крепежно-уплотняющая (трубная, цилиндрическая и коническая, круглая) резьбы, а также резьба для передачи движения (прямоугольная, трапецеидальная, упорная).
Многозаходная резьба нарезается последовательно, заходами, с поворотом заготовки при каждом заходе на 1/k часть окружности относительно неподвижного резца (k — число заходов). Резьбы с малым углом подъема (большой диаметр, малое k) могут нарезаться сразу двумя-тремя резцами, сдвинутыми вдоль оси относительно друг друга на величину L/k, где L— ход винтовой линии.
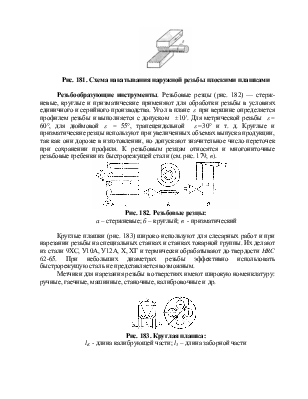
Образование резьбы различными инструментами. Кроме точения, для образования резьбы используют такие известные технологические методы обработки, как фрезерование и шлифование, а также накатку резьб на наружных поверхностях без образования стружки. На рис. 178 — 181 приведены эскизы образования резьбы на наружных и внутренних поверхностях, специализированными инструментами [40] на специальных станках.
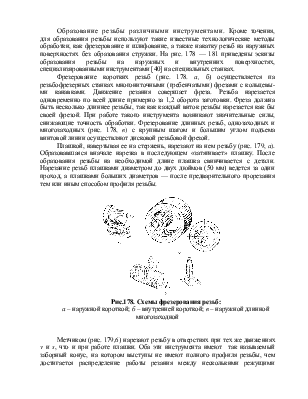
Фрезерование коротких резьб (рис. 178. а, б) осуществляется па резьбофрезерных станках многониточными (гребенчатыми) фрезами с кольцевыми канавками. Движение резания совершает фреза. Резьба нарезается одновременно по всей длине примерно за 1,2 оборота заготовки. Фреза должна быть несколько длиннее резьбы, так как каждый виток резьбы нарезается как бы своей фрезой. При работе такого инструмента возникают значительные силы, снижающие точность обработки. Фрезерование длинных резьб, однозаходных и многозаходных (рис. 178, в) с крупным шагом и большим углом подъема винтовой линии осуществляют дисковой резьбовой фрезой.
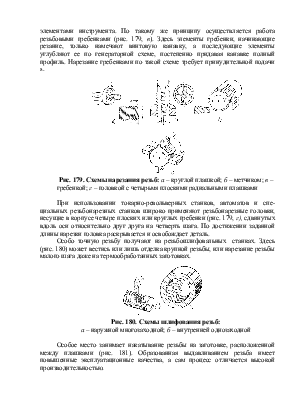
Плашкой, навертывая ее на стержень, нарезают на нем резьбу (рис. 179, а). Образовавшаяся вначале нарезка в последующем «затягивает» плашку. После образования резьбы на необходимой длине плашка свинчивается с детали. Нарезание резьб плашками диаметром до двух дюймов (50 мм) ведется за один проход, а плашками больших диаметров — после предварительного прорезания тем или иным способом профиля резьбы.
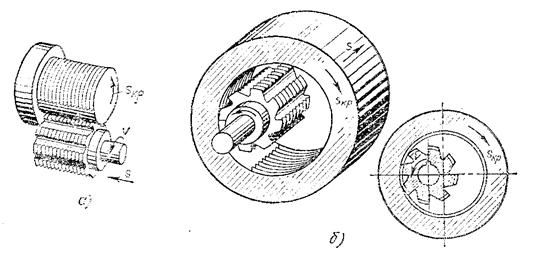
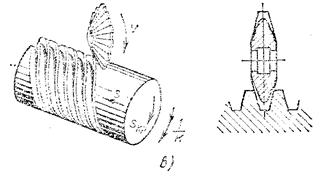
Рис.178. Схемы фрезерования резьб:
а – наружной короткой; б – внутренней короткой; в – наружной длинной многозаходной
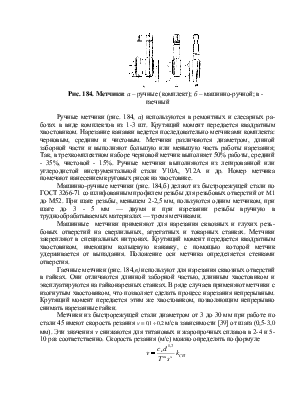
Метчиком (рис. 179,6) нарезают резьбу в отверстиях при тех же движениях v и s, что и при работе плашки. Оба эти инструмента имеют так называемый заборный конус, на котором выступы не имеют полного профиля резьбы, чем достигается распределение работы резания между несколькими режущими элементами инструмента. По такому же принципу осуществляется работа резьбовыми гребенками (рис. 179, в). Здесь элементы гребенки, начинающие резание, только намечают винтовую канавку, а последующие элементы углубляют ее по генераторной схеме, постепенно придавая канавке полный профиль. Нарезание гребенками по такой схеме требует принудительной подачи s.
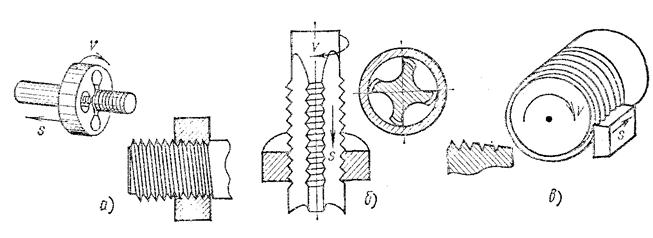
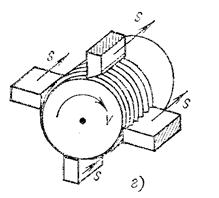
Рис. 179. Схемы нарезания резьб: а – круглой плашкой; б – метчиком; в – гребенкой; г – головкой с четырьмя плоскими радиальными плашками
При использовании токарно-револьверных станков, автоматов и специальных резьбонарезных станков широко применяют резьбонарезные головки, несущие в корпусе четыре плоских или круглых гребенки (рис. 179, г), сдвинутых вдоль оси относительно друг друга на четверть шага. По достижении заданной длины нарезки головка раскрывается и освобождает деталь.
Особо точную резьбу получают на резьбошлифовальных станках. Здесь (рис. 180) может вестись или лишь отделка крупной резьбы, или нарезание резьбы малого шага даже на термообработанных заготовках.
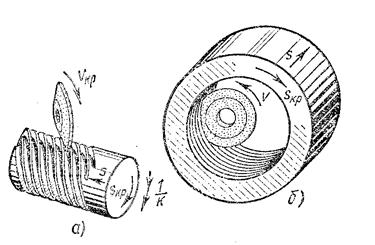
Рис. 180. Схемы шлифования резьб:
а – наружной многозаходной; б – внутренней однозаходной
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.