Рис. 188. Геометрические параметры метчика:
а – основные углы режущей части; б – генераторная схема срезания материала впадины
Режущая часть метчика (рис.
188, а) располагается на длине так называемого заборного конуса, длина
которого определяется углом ![]() . Так, при
. Так, при ![]() = 45° (при Р=1
мм)
режущая часть имеет длину всего 0,7 мм, а при
= 45° (при Р=1
мм)
режущая часть имеет длину всего 0,7 мм, а при ![]() =3°30'—12
мм [39].
Это отражается на толщине срезаемого слоя: в первом случае четырехзубый метчик
имеет
=3°30'—12
мм [39].
Это отражается на толщине срезаемого слоя: в первом случае четырехзубый метчик
имеет ![]() = 0,177 мм, а
во втором
- лишь 0,015 мм. Угол
= 0,177 мм, а
во втором
- лишь 0,015 мм. Угол ![]() выбирают,
исходя из назначения метчика, т. е. из условий его работы (материала заготовки,
вида отверстия и т. п.).
выбирают,
исходя из назначения метчика, т. е. из условий его работы (материала заготовки,
вида отверстия и т. п.).
Передняя
поверхность
пера зуба метчика может быть расположена под уютом ![]() к
осевой
плоскости, что предопределяет направление сбега стружки.
На рис. 188,а угол
к
осевой
плоскости, что предопределяет направление сбега стружки.
На рис. 188,а угол ![]() положителен
и
обеспечивает сбег стружки в отверстие заготовки, что приемлемо для сквозных
отверстий, например отверстий гаек. При отрицательном
угле
положителен
и
обеспечивает сбег стружки в отверстие заготовки, что приемлемо для сквозных
отверстий, например отверстий гаек. При отрицательном
угле ![]() стружки направляются по канавке к хвостовику
метчика, что оправдано при нарезании резьбы в глухом отверстии.
стружки направляются по канавке к хвостовику
метчика, что оправдано при нарезании резьбы в глухом отверстии.
Передний угол ![]() между
диаметральной
плоскостью метчика и касательной к передней поверхности зависит от
обрабатываемого материала и условий обработки. Он обеспечивается в пределах 0-30°
заточкой
по передней поверхности и связан с
формой
канавки, образующей перо (зуб).
между
диаметральной
плоскостью метчика и касательной к передней поверхности зависит от
обрабатываемого материала и условий обработки. Он обеспечивается в пределах 0-30°
заточкой
по передней поверхности и связан с
формой
канавки, образующей перо (зуб).
Заборная часть метчика имеет заднюю
поверхность,
затачиваемую под углом ![]() в пределах
3 — 10°, который определяется величиной k
падения затылка.
Заборная часть может обеспечивать срезание материала во впадине по генераторной
и профильной схемам. Срезание по генераторной схеме показано на рис. 188,6.
Здесь затылованной является лишь поверхность, расположенная под углом
в пределах
3 — 10°, который определяется величиной k
падения затылка.
Заборная часть может обеспечивать срезание материала во впадине по генераторной
и профильной схемам. Срезание по генераторной схеме показано на рис. 188,6.
Здесь затылованной является лишь поверхность, расположенная под углом ![]() , т. е. поверхность режущей части, а
боковые поверхности, соответствующие профилю резьбы, поднутрения не
имеют.
Такую заборную часть имеют ручные, машинные и гаечные метчики. Еслн затылование
осуществить по всему профилю резьбы на заборной части, то каждая
нитка резьбы будет иметь профиль, подобный профилю резьбы в гайке, т. е.
срезание будет происходить по профильной схеме, применяемой для так называемых
маточных метчиков, калибрующих резьбу при снятии незначительного слоя. Возможны
и другие варианты оформления режущей части.
, т. е. поверхность режущей части, а
боковые поверхности, соответствующие профилю резьбы, поднутрения не
имеют.
Такую заборную часть имеют ручные, машинные и гаечные метчики. Еслн затылование
осуществить по всему профилю резьбы на заборной части, то каждая
нитка резьбы будет иметь профиль, подобный профилю резьбы в гайке, т. е.
срезание будет происходить по профильной схеме, применяемой для так называемых
маточных метчиков, калибрующих резьбу при снятии незначительного слоя. Возможны
и другие варианты оформления режущей части.
Калибрующие элементы метчика
(остальные нитки рабочей части) делаются затылованными по всей ширине пера, на
2/3 ширины или совсем без затылования. Затылование обеспечивает падение затылка
на ширине пера всего на 0,10 — 0,015 мм. Метчики малого (до М10) диаметра не
затылуют, крупные метчики затылуют по всей ширине, чтобы уменьшить трение
задней поверхности о заготовку и обеспечить высокое качество поверхности как
при нарезании резьбы, так и при вывертывании метчика из отверстия после
нарезания. Для повышения качества обработки калибрующие нитки резьбы метчика
имеют обратную конусность по профилю резьбы 0,4-0,08мм на 100мм длины (угол ![]() ). Канавка, образующая перья (зубья),
должна иметь профиль, обеспечивающий нужный передний угол на калибрующих
элементах и исключение попадания стружки между затылком пера и резьбой детали
при вывертывании метчика.
). Канавка, образующая перья (зубья),
должна иметь профиль, обеспечивающий нужный передний угол на калибрующих
элементах и исключение попадания стружки между затылком пера и резьбой детали
при вывертывании метчика.
Для нарезания резьбы в пластичных материалах применяют метчики с вырезанной в шахматном порядке низкой на калибрующей части или на всей рабочей части метчика.
Заточка метчиков осуществляется по мере их износа по передней поверхности пера и по затылованной задней поверхности заборного конуса.
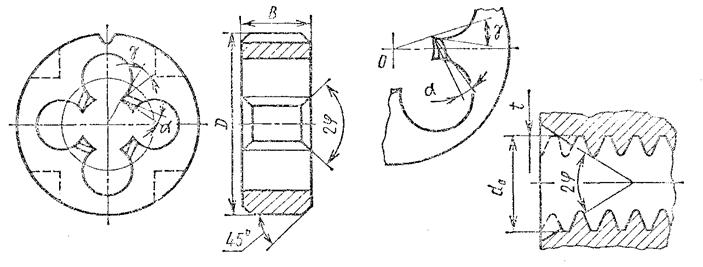
Рис. 189. Геометрические параметры круглой плашки
Круглые плашки (рис. 189)
получили наибольшее распространение по сравнению с плашками иной формы
(квадратными, шестигранными и трубчатыми). Заборная часть плашки определяется
углом 2![]() основного резьбового отверстия. На
длине заборной части плашка затылуется с образованием заднего угла
основного резьбового отверстия. На
длине заборной части плашка затылуется с образованием заднего угла![]() . На калибрующей части
. На калибрующей части ![]() =0. Передняя поверхность перьев
образуется стружечными отверстиями. На калибрующей части плашки передний угол
=0. Передняя поверхность перьев
образуется стружечными отверстиями. На калибрующей части плашки передний угол ![]() находится
между диаметральной плоскостью и касательной к передней
поверхности,
которая может быть плоской или являться частью цилиндра стружечного отверстия.
У круглых плашек
находится
между диаметральной плоскостью и касательной к передней
поверхности,
которая может быть плоской или являться частью цилиндра стружечного отверстия.
У круглых плашек ![]() ,
, ![]() ,
,
![]() .
.
Плашки закрепляют в специальном держателе, для чего на поверхности инструмента по диаметру D имеются конические углубления и продольный паз. Если по этому пазу разрезать плашку, то появляется возможность регулировать диаметр нарезаемой резьбы, хотя и с некоторыми погрешностями профиля. К этому прибегают при невысоких требованиях к точности резьбовой нарезки.
Заточка плашек ведется по передней поверхности стружечных канавок и затылованной части инструмента на длине заборной части. Передней поверхности может быть придан наклон, обеспечивающий выход стружки перед плашкой, а не в стружечные отверстия и через них — за инструментом. Круглые плашки для конической резьбы отличаются главным образом своей резьбовой частью, которая имеет коническую форму, и поэтому такими плашками можно резать только со стороны торца с большим диаметром резьбы.
Накатывание резьбы, т. е. ее образование на наружных поверхностях заготовки, производится пластическим деформированием. В последнее время получило распространение также раскатывание внутренних резьб с шагом до 1,5-2,0 мм.
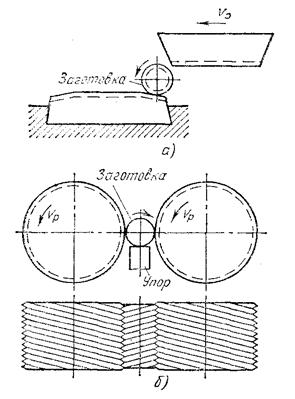
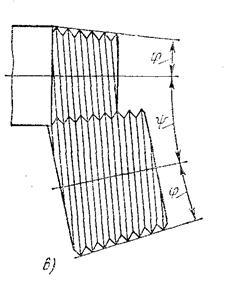
Рис. 190. Схема накатывания резьбы:
а – плоскими плашками; б, в – роликами [цилиндрической (б) конической (в) резьб]
Накатывание плоскими плашками (рис. 190,а и 181) реализуется на специальных или поперечно-строгальных станках. Заготовка прокатывается между неподвижной и подвижной плашками, и за один ход на ее поверхность переносятся рифления плашек, соответствующие требуемой резьбе. Неподвижная плашка имеет заборную клиновую часть, изготовляется из термообработанной до HRC 57-60 легированной стали марок Х12Ф1, Х12М и др. Этим способом резьбы до М27 и длиной до 2 — 3 Диаметров накатывают стандартными плашками. Скорость накатывания 0,1-0,3 м/с. Из-за ударного приложения нагрузки и необходимости обратного холостого хода плашки для накатывания следующей поверхности стойкость инструмента и производительность при этом методе невелики.
Накатывание роликами (рис. 190,6, в) не имеет этих недостатков и используется с различными вариантами подачи детали или роликов: радиальной, осевой и тангенциальной. Роликами накатывают более точные резьбы диаметром от 2 до 100 мм. Диаметр роликов обычно больше диаметра резьбы заготовки, поэтому на роликах резьба всегда многозаходная, а их диаметр больше диаметра заготовки в целое число раз, равное количеству заходов. Скорость накатывания зависит от материала заготовки: для латуни - до 2 м/с, для стали средней твердости - до 1 м/с, а для титановых сплавов - около 0,2 м/с. Накатывание при шаге Р < 1,5 мм осуществляется за 6-30 оборотов заготовки (нижнее значение - для алюминия, верхнее - для стали высокой прочности). Существует накатывание тремя роликами, резьбонакатными головками, роликом и сегментами и т. п.
Накатывание ведут с подачей СОЖ с высокими смазывающими свойствами (сульфофрезол и т. п.). Накатанная резьба имеет высокие эксплуатационные свойства и применяется на силовых (анкерных) шпильках двигателей внутреннего сгорания, резьбе точных приборов и др.
Раскатывание резьб осуществляется на диаметрах до 30 мм у заготовок из сравнительно пластичных материалов [34].
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.