Особое место занимает накатывание резьбы на заготовке, расположенной между плашками (рис. 181). Образованная выдавливанием резьба имеет повышенные эксплуатационные качества, а сам процесс отличается высокой производительностью.
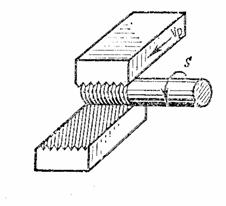
Рис. 181. Схема накатывания наружной резьбы плоскими плашками
Резьбообразующие
инструменты. Резьбовые резцы (рис. 182) —
стержневые, круглые и призматические применяют для обработки резьбы в условиях
единичного и серийного производства. Угол в плане ![]() при
вершине определяется профилем резьбы и выполняется с допуском
при
вершине определяется профилем резьбы и выполняется с допуском ![]() 10'. Для метрической резьбы
10'. Для метрической резьбы ![]() =
60°, для дюймовой
=
60°, для дюймовой ![]() = 55°, трапецеидальной
= 55°, трапецеидальной ![]() =30° и т. д. Круглые и призматические
резцы используют при увеличенных объемах выпуска продукции, так как они дороже
в изготовлении, но допускают значительное число переточек при сохранении
профиля. К резьбовым резцам относятся и многониточные резьбовые гребенки из
быстрорежущей стали (см. рис. 179, в).
=30° и т. д. Круглые и призматические
резцы используют при увеличенных объемах выпуска продукции, так как они дороже
в изготовлении, но допускают значительное число переточек при сохранении
профиля. К резьбовым резцам относятся и многониточные резьбовые гребенки из
быстрорежущей стали (см. рис. 179, в).
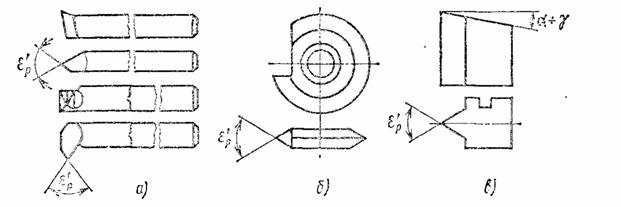
Рис. 182. Резьбовые резцы:
а – стержневые; б – круглый; в - призматический
Круглые плашки (рис. 183) широко используют для слесарных работ и при нарезании резьбы на специальных станках и станках токарной группы. Их делают из стали 9ХС, У10А, У12А, X, ХГ и термически обрабатывают до твердости HRC 62-65. При небольших диаметрах резьбы эффективно использовать быстрорежущую сталь не представляется возможным.
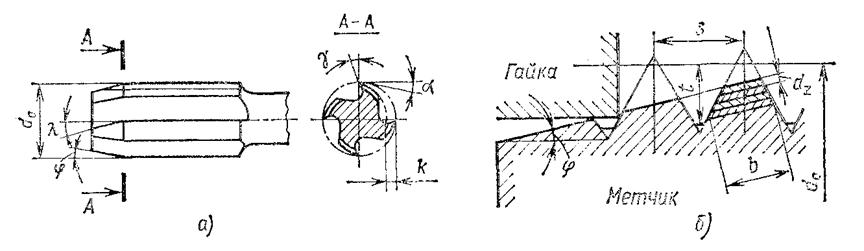
Метчики для нарезания резьбы в отверстиях имеют широкую номенклатуру: ручные, гаечные, машинные, станочные, калибровочные и др.
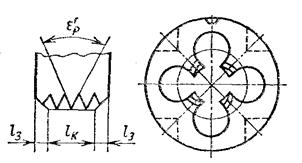
Рис. 183. Круглая плашка:
lK - длина калибрующей части; l3 – длина заборной части
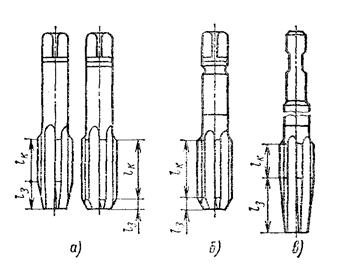
Рис. 184. Метчики: а – ручные (комплект); б – машинно-ручной; в - гаечный
Ручные метчики (рис. 184, а) используются в ремонтных и слесарных работах в виде комплектов из 1-3 шт. Крутящий момент передается квадратным хвостовиком. Нарезание канавки ведется последовательно метчиками комплекта: черновым, средним и чистовым. Метчики различаются диаметром, длиной заборной части и выполняют большую или меньшую часть работы нарезания; Так, в трехкомплектном наборе черновой метчик выполняет 50% работы, средний - 35%, чистовой - 15%. Ручные метчики выполняются из легированной или углеродистой инструментальной стали У10А, У12А и др. Номер метчика помечают нанесением круговых рисок на хвостовике.
Машинно-ручные метчики (рис. 184,б) делают из быстрорежущей стали по ГОСТ 3266-71 со шлифованным профилем резьбы для резьбовых отверстий от M1 до М52. При шаге резьбы, меньшем 2-2,5 мм, пользуются одним метчиком, при шаге до 3 - 5 мм — двумя и при нарезании резьбы вручную в труднообрабатываемых материалах — тремя метчиками.
Машинные метчики применяют для нарезания сквозных и глухих резьбовых отверстий на сверлильных, агрегатных и токарных станках. Метчики закрепляют в специальных нитронах. Крутящий момент передается квадратным хвостовиком, имеющим кольцевую канавку, с помощью которой метчик удерживается от выпадания. Положение оси метчика определяется стенками отверстия.
Гаечные метчики (рис. 184,в) используют для нарезания сквозных отверстий в гайках. Они отличаются длинной заборной частью, длинным хвостовиком и эксплуатируются на гайконарезных станках. В ряде случаев применяют метчики с изогнутым хвостовиком, что позволяет сделать процесс нарезания непрерывным. Крутящий момент передается этим же хвостовиком, позволяющим непрерывно снимать нарезанные гайки.
Метчики из быстрорежущей стали
диаметром от 3 до 30 мм при работе по стали 45 имеют скорость резания ![]() м/с в зависимости [39] от шага (0,5-3,0 мм). Эти значения v снижаются для титановых и жаропрочных
сплавов в 2-4 и 5-10 раз соответственно. Скорость резания (м/с) можно определять по
формуле
м/с в зависимости [39] от шага (0,5-3,0 мм). Эти значения v снижаются для титановых и жаропрочных
сплавов в 2-4 и 5-10 раз соответственно. Скорость резания (м/с) можно определять по
формуле
где показатели степени и
коэффициенты могут быть взяты из работы [39], а ![]() =
1/60.
=
1/60.
Гребенчатые фрезы для нарезания резьбы (рис. 185, а) используют на резьбофрезерных станках. Их выполняют насадными или хвостовыми из быстрорежущей стали. Ширина фрез не превышает 40 витков резьбы. Насадные фрезы имеют наружный диаметр 32-100 мм, а хвостовые - от 10 до 40 мм. Передний угол при обработке стали и чугуна принимают равным 5°. Фрезы этого типа имеют затылованный зуб.
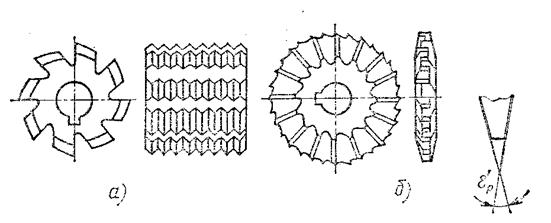
Рис. 185. Фрезы для нарезания резьбы:
а – гребенчатая, б – дисковая
Дисковые резьбовые фрезы (рис.
185, б) выполняют из быстрорежущей стали с задним углом ![]() . Обычно один зуб фрезы обрабатывает
лишь одну сторону профиля резьбы, а другой — другую сторону; это улучшает
условия резания созданием положительных передних углов. Такие фрезы применяют
главным образом для предварительной обработки трапецеидальной резьбы на ходовых
винтах.
. Обычно один зуб фрезы обрабатывает
лишь одну сторону профиля резьбы, а другой — другую сторону; это улучшает
условия резания созданием положительных передних углов. Такие фрезы применяют
главным образом для предварительной обработки трапецеидальной резьбы на ходовых
винтах.
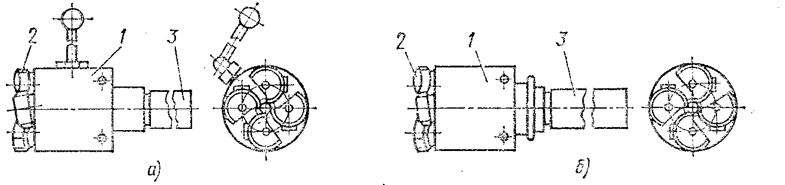
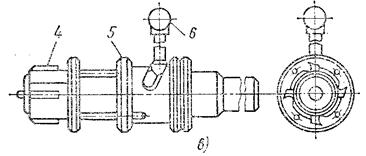
Рис. 186. Резьбонарезные головки:
а — невращаюшаяся; б — вращающаяся; с — невращающаяся для внутренней резьбы
Резьбонарезные головки применяют для нарезания наружных резьб на сверлильных, болторезных и станках токарной группы в условиях серийного производства. Различают невращающиеся и вращающиеся головки (рис. 186, а, б). В корпусе 1 монтируются резьбонарезные гребенки 2 (призматические или круглые), занимающие рабочее (сведенное) положение перед нарезанием и раскрывающиеся после завершения работы. Эти движения могут осуществляться автоматически от упоров или рукояток. Головка устанавливается на станке через хвостовик 3 корпуса. Гребенки располагаются на специальных кулачках и могут регулироваться по диаметру резьбы или заменяться. Кулачки упираются в наружную обойму корпуса с вырезами. Эти вырезы для раскрытия головки устанавливают против кулачков, что позволяет последним быстро перемещаться в вырез по Т-образному пазу.
При диаметрах резьбы более 25 мм возможно применение головок для внутренних резьб (рис. 186, в). Здесь режущие плашки 4 перемещаются радиально в корпусе под действием рукоятки 6 (развод плашек) пли
от упора кольца 5 в заготовку (сведение плашек к центру). Существует ряд конструкций таких
головок, различающихся размерами и устройством. Число плашек-гребенок 4 или 6. Гребенки, плоские или
круглые, делают
из быстрорежущей стали с ![]() =
20° для работы по стали 45 и
=
20° для работы по стали 45 и ![]() = - 5° для работы
по латуни.
= - 5° для работы
по латуни.
Шлифовальные круги для резьб делают однониточными или многониточными (рис. 187) и используют на резьбошлифовальных станках для шлифования калибров, метчиков, накатных роликов, ходовых винтов станков и приборов. Используют круги из эльбора, карбида кремния зеленого, электрокорунда белого. Периодическая правка кругов для восстановления их режущего профиля ведется алмазными иглами и карандашами (одиночные круги), накатыванием роликами или правкой по копиру (многониточные круги).
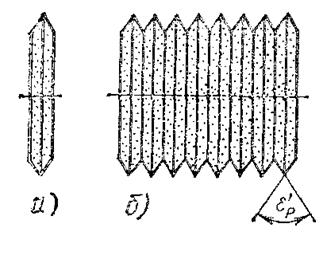
Рис. 187. Шлифовальный круг для резьб:
а – однониточный; б - многониточный
Геометрия режущей части метчика и круглой плашки. Метчик состоит из рабочей и крепежно-присоединительной частей (см. рис. 184, а). Последняя обычно оканчивается квадратом или лысками для передачи крутящего момента метчику от шпинделя станка или воротка, удерживающего инструмент при нарезании с вращением заготовки.
Зубья метчика образуются продольными стружечными канавками, которые могут быть прямыми или винтовыми и располагаться на всей резьбовой части метчика или даже не на всей его режущей части (так называемые бесканавочные метчики).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.