На калибровочном стане, при неправильной настройке калибра или установки изношенного инструмента деформации может образоваться:
- риска на трубе
- нарушение геометрий параметров трубы.
Основными способами контроля дефектов служит проверка трубных заготовок на следующих агрегатах:
Контроль качества сварного шва и околошовной зоны труб автоматическим ультразвуковым дефектоскопом УЗДСШ-3, установленным на линии отделки труб № 2 (Коломенская), после гидроиспытания.
Контроль качества продольных сварных швов на расстоянии около 60 мм с каждого конца трубы ультразвуковым дефектоскопом УЗДКТ-3, установленным на линии отделки труб № 2 (Коломенская), после гидроиспытания.
Контроль качества сварного шва и околошовной зоны труб автоматическим ультразвуковым дефектоскопом КДСШ-3 фирмы «Karl Deutsch», установленным на участке линии отделки труб № 1 (SMS Meer), после гидроиспытания.
Контроль качества основного металла труб автоматическим ультразвуковым дефектоскопом КДТТ-3 фирмы «Karl Deutsch», установленным на участке линии отделки труб № 1 (SMS Meer), после гидроиспытания.
Контроль качества основного металла и сварного шва на расстоянии около 60 мм с каждого конца трубы ультразвуковым дефектоскопом КДКТ-3 фирмы «Karl Deutsch», установленным на участке линии отделки труб № 1 (SMS Meer), после гидроиспытания.
Перепроверка сварных соединений и околошовной зоны труб, забракованных дефектоскопами, установленными в линии ТЭСА 203-530, на линии отделки труб № 2 (Коломенская) или линии отделки труб № 1 (SMS Meer) (имеющих отметки дефектоскопа), но выдержавших испытание гидравлическим давлением, с помощью ручных ультразвуковых дефектоскопов А1212 «МАСТЕР», УДЦ-201-П, установленных на инспекционных решетках. Контроль осуществляется в пределах отметки дефектоскопа, указывающей место расположения дефекта.
Также контроль качества производится за счёт использования гидроиспытаний труб, проверки выдержки труб на разрыв и их герметичности.
2 Расчётная часть
2.1 Расчёт калибровки трубы
Формоизменения применительно к ТЭСЦ-3 в линии ТЭСА 203-530
Исходная заготовка сварная труба 508 мм по сортаменту ТЭСЦ-3, из которой профилируется квадрат со сторонами 400 на 400 мм. Практически все заказы на профильные трубы поступают с требованием, чтобы r < 2xS (ГОСТ 8639 и ГОСТ 8645), поэтому наружный радиус сопряжения рёбер рассчитывается исходя из требовании ГОСТ 8639.
Исходные данные:
Сварная труба квадратного сечения с размерами АхВ – 400 x 400;
Толщина стенки ST = 10 мм;
Число профилирующих клетей n = 4;
Межклетьевое расстояние Lmk = 1200 mm;
Радиус сопряжения r = 20 мм;
Диаметр сварной трубы Dсорт. = 508 мм;
Профильная труба образована участками сопряжения и полками представлена на рисунке 1
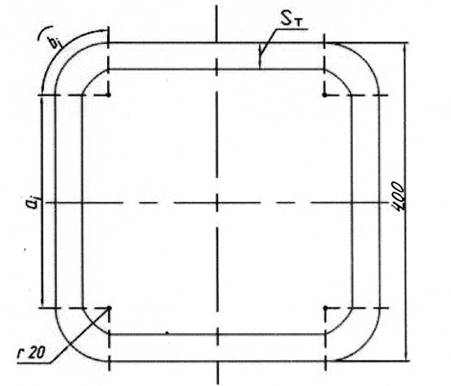
Рисунок 1 - Сечение готовой сварной профильной трубы
2.1.1 Расчет формоизменений заготовки в клетях калибровочного стана
Калибровка и геометрия заготовки рассчитываются по способу формоизменения труб-профилей в ТЭСЦ-2, в основе которого лежит равномерное изменение кривизны полки профиля. Изменение кривизны полки в клетях трубопрофильного стана представлено на рисунке 2
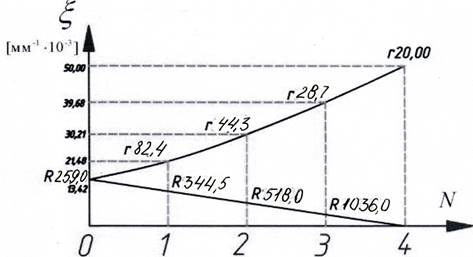
Рисунок 2 - Кривизна профильной заготовки в клетях трубопрофильного стана
2.1.2 Наружный периметр готового профиля ![]() ,
мм, вычисляют по формуле:
,
мм, вычисляют по формуле:
![]() ;
(1)
;
(1)
![]() ;
;
где А = В - высота и ширина профиля;
2.1.3 Наружный диаметр готовой круглой трубы аналогичного периметра
![]() ,
мм, вычисляют по формуле:
,
мм, вычисляют по формуле:
![]() ;
(2)
;
(2)
![]() ;
;
2.1.4 Радиус наружный трубы
после сварки![]() ,
мм, вычисляют по формуле:
,
мм, вычисляют по формуле:
![]() ;
(3)
;
(3)
![]() ;
;
2.1.5 Диаметр
трубы после сварки![]() ,
мм, вычисляют по формуле:
,
мм, вычисляют по формуле:
![]() ;
(4)
;
(4)
![]() ;
;
2.1.6 Периметр
трубы после выхода из сварного узла![]() ,
мм, вычисляют по формуле:
,
мм, вычисляют по формуле:
 (5)
(5)
2.1.7 Суммарное
обжатие по периметру в профилирующем стане ![]() ,
мм, вычисляю по формуле:
,
мм, вычисляю по формуле:
где 
![]() (6)
(6)
В расчёте задается равномерный режим обжатий, которое представлено на рисунке 3
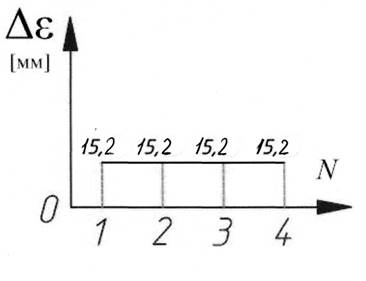
Рисунок 3 - Режим обжатий по клетям профилировочного стана
Расчет калибровки профильного стана будет выполнен для трубы по сортаменту с наружным диаметром:
DН = 508 мм;
2.1.8 Периметр заготовки в каждой из клетей профилирующего стана
![]() ,
мм, вычисляют по формуле:
,
мм, вычисляют по формуле:
![]() ;
(7)
;
(7)
где i- уменьшение периметра заготовки в каждой из клетей профилирующего стана;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
2.1.9 Ширина полки aj заготовки в каждой клети профилирующего стана принимается постоянной и вычисляется по формуле:
![]() ;
(8)
;
(8)
![]() ;
;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.