- лущение;
- отвод суппорта;
- отвод шпинделей;
- удаление карандаша;
- очистка зазора между линейкой и ножом.
Продолжительность оцилиндровки и лущения зависит от диаметра чурака и карандаша, толщины шпона, частоты вращения шпинделя.
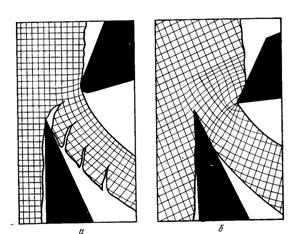
а – без обжима; б – с обжимом
Рисунок 4.3 – Схемы лущения
- Получение форматных листов из непрерывной ленты шпона
Перед операцией сушки непрерывную лент у шпона разделяют на форматные листы с учетом припуска на обрезку фанеры и усушку шпона. Данная операция может производится и после операции сушки.
- Сушка шпона
Целью данной операции является достижение оптимальной влажности лущеного шпона для получения качественных клеевых соединений.
Начальная влажность шпона зависит от породы, способа доставки сырья и составляет от 30 до 100%. При этом влажность шпона несколько ниже (до 10%) влажности чурака из-за отжима части свободной воды при лущении. Влажность шпона после операции сушки не должна превышать 12%.
При выборе сушильного агрегата необходимо учитывать объем производства лущеного шпона и породу древесины. Режимы сушки шпона выбирают в соответствии принятым типом сушильного агрегата и заданной толщиной шпона.
- Починка шпона, получение форматных листов шпона из деловых кусков
На данной операции из листов шпона удаляют различные дефекты (сучки, прорости, наколы и т.д), а полученной отверстие заделываю вставками из качественного шпона (рисунок 4.4).
 |
Рисунок 4.4 – Форма вставки для починки шпона
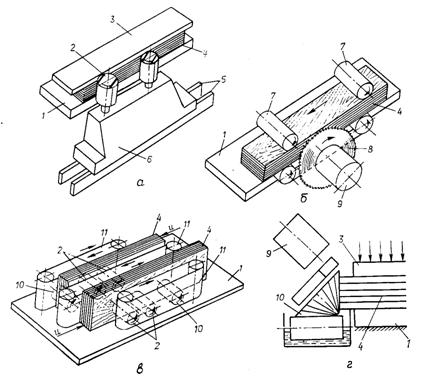
а, в – кромкофуговальный; б – круглопильный; г – устройство для нанесения клея на кромки.
1- стол станка; 2 – фрезерные головки; 3 – прижим; 4 – пачка шпона;
5 – направляющие; 6 – каретка; 7 – подающие вальцы; 8 – прирезная пила; 9 – привод; 10 – клеенаносящий валик; 11 - конвейер
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.