Измерительный стержень, перемещаясь, поворачивает рычаг, который через опорный штифт вращает зубчатый сектор. Зубчатый сектор, соединяясь с трибом, вращает стрелку, насаженную на его ось. Длину малого плеча рычага регулируют эксцентриком, а положение зубчатого сектора перемещением компенсатора.
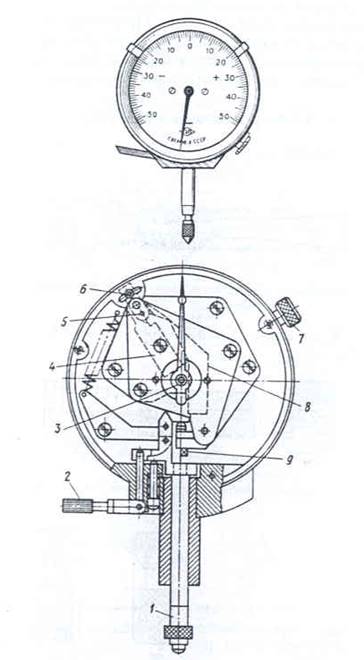
1 – измерительный стержень;
2 – отводка;
3 – триб со стрелкой;
4 – зубчатый сектор ;
5 – опорный штифт;
6 – компенсатор;
7 –стопор ободка;
8 – рычаг;
9 – эксцентрик.
|
2) Микроскопы универсальные измерительные при использовании штриховой головки.
Универсальный измерительный микроскоп (УИМ) — семейство универсальных измерительных приборов, предназначенных для измерения линейных и угловых размеров деталей в прямоугольных и полярных координатах (в частности, резьбовых соединений, режущего инструмента, профильных шаблонов, лекал, кулачков, метчиков, резьбонарезных гребенок, диаметров отверстий и др). Встречаются три типа: УИМ-21, УИМ-23, УИМ-29.
Устройство универсального измерительного микроскопа
Конструкция универсального измерительного микроскопа (УИМ-21) предполагает размещение исследуемого объекта на предметном столе каретки продольного перемещения, а головной микроскоп — на каретке поперечного перемещения. Сами перемещения осуществляются путем вращения двух микровинтов. Головной микроскоп оснащен двумя окулярами для контроля линейных и угловых размеров соответственно. Для отсчета перемещения служат стеклянные миллиметровые шкалы продольного и поперечного хода и отсчетные микроскопы со спиральными нониусами. Универсальный измерительный микроскоп оборудован вращающимся столиком для ведения записей результатов измерения.
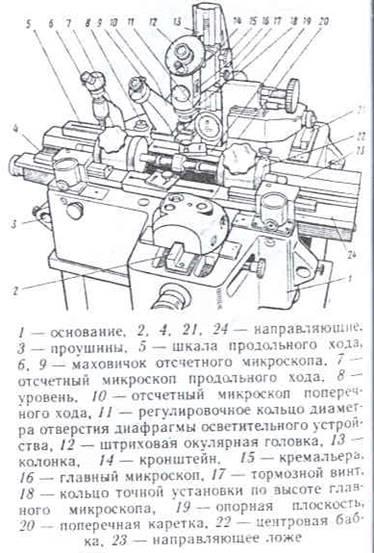
Рисунок 3.2 – Универсальный измерительный микроскоп
4. Расчёт размерной цепи
4.1. Расчёт размерной цепи методом полной взаимозаменяемости
 |
Рисунок 4.1 – Схема размерной цепи

Таблица 4.1 – Расчёт размерной цепи методом полной взаимозаменяемости
|
№ |
Aj, мм |
Тип звена |
ij, мкм |
TAj, мкм |
TAj пр, мкм |
EsAj, EiAj |
|
1 |
100 |
ув. |
2,17 |
220 |
220 |
|
|
2 |
45 |
ув. |
1,56 |
160 |
160 |
|
|
3 |
4 |
ум. |
0,73 |
75 |
75 |
|
|
4 |
110 |
ум., к |
2,17 |
220 |
140 |
|
|
5 |
25 |
ум. |
1,31 |
130 |
130 |
|
|
6 |
5 |
ум. |
0,73 |
75 |
75 |
|
|
Σ |
8,67 |
880 |
800 |
|||
Значение kср соответствует точности обработки 11-ого квалитета (Таблица 12, МУ).
При нахождении допусков составляющих звеньев TAj допускались упрощения расчётов, что привело к неравенству:
поэтому, одно из составляющих звеньев принимается за компенсирующее и определяется величина допуска по формуле:
Верхнее и нижнее предельные отклонения компенсирующего звена определяются из уравнений:
+500 = (220 + 160) – (– 75 + EiA4 – 130 – 75);
EiA4 = + 160 мкм;
– 300 = 0 + 0 – (0 + EsA4 + 0 +0);
EsA4 = + 300 мкм;
TA4 = EsA4 – EiA4 = 300 – 160 = 140 мкм
4.2. Расчёт размерной цепи теоретико-вероятностным методом
 |
Рисунок 4.2 – Схема размерной цепи
Таблица 4.2 – Расчёт размерной цепи теоретико-вероятностным методом
|
№ |
Aj, мм |
Тип звена |
λj |
|
|
|
|
|
|
мкм2 |
EsAj, EiAj |
|
1 |
100 |
ув. |
0,33 |
0,11 |
2,17 |
4,71 |
540 |
291600 |
540 |
291600 |
|
|
2 |
45 |
ув. |
0,33 |
0,11 |
1,56 |
2,43 |
390 |
152100 |
390 |
152100 |
|
|
3 |
4 |
ум. |
0,33 |
0,11 |
0,73 |
0,53 |
180 |
32400 |
180 |
32400 |
|
|
4 |
110 |
ум., к |
0,33 |
0,11 |
2,17 |
4,71 |
540 |
291600 |
189 |
35721 |
|
|
5 |
25 |
ум. |
0,33 |
0,11 |
1,31 |
1,72 |
330 |
108900 |
330 |
108900 |
|
|
6 |
5 |
ум. |
0,33 |
0,11 |
0,73 |
0,53 |
180 |
32400 |
180 |
32400 |
|
|
Σ |
14,63 |
909000 |
653121 |
||||||||
Процент риска выхода размеров замыкающего звена за предельные принимается P = 0,27%.
Среднее количество единиц допуска при способе одной степени точности допусков составляющих звеньев определяется по формуле:
где t – коэффициент принятого процента риска замыкающего звена; λj - коэффициент относительного рассеяния j-го звена, являющийся относительным средним квадратичным отклонением. Коэффициент относительного рассеяния λ зависит от условий и масштаба производства, технологического процесса изготовления составляющих звеньев.
Для нормального закона распределения λ ≈ 0,33.
Значение kср соответствует точности обработки 13-ого квалитета (Таблица 12, МУ).
Сумма квадратов допусков составляющих размеров должна удовлетворять условию:
![]()
800 ≠ 944, следовательно, допуск на какое-то звено необходимо уменьшить.
В качестве компенсирующего звена выбирается звено A4. Рассчитывается его допуск по формуле:

![]()
Координата середины поля допуска компенсирующего звена EcAk определяется из выражения
в которое она входит в одну из сумм левой части. Для
размеров увеличивающих звеньев ![]() уменьшающих
–
уменьшающих
– ![]()
Исходя из условия задачи EcA0 = +100 мкм.
Составляется уравнение, в котором Х это координата
середины поля допуска ![]() .
.
Предельные отклонения компенсирующего звена:

5. Расчёт рабочих калибров
Калибром в соответствии с ДСТУ 2234-93 называется техническое устройство контроля, воспроизводящее геометрические параметры элементов детали и контактирующие с элементами детали по поверхности, линии или точке.
Предельные калибры предназначены для контроля заданных пределов геометрических параметров. Предельные калибры для отверстий и валов подразделяют на проходной (ПР) калибр, контролирующий предел максимума материала, и непроходной (НЕ) калибр, контролирующий предел минимума материала.
По таблицам ГОСТ 24853 – 81 находим данные для режима калибров-пробок калибров-скоб
Для калибров-пробок (мкм):
H=6 , Z=5, Y=4 (мкм)
Для калибров-скоб(мкм):
H1=6, Z1=5, Y1=4
Н – допуск на изготовление исполнительного размера нового калибра-пробки;
Z – отклонение координаты середины поля допуска проходного калибра
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




