курсовой работы по дисциплине «Метрология, стандартизация и сертификация» студента машиностроительного факультета
Пояснительная записка на 26 с., в том числе 11 рис., 1,5 листа чертежей.
Ульяновский государственный технический университет, 2004 г.
В узле «Обойма» выбраны и назначены посадки методом аналогии в
соединениях: блока и втулки Ø40![]() , оси и
втулки Ø28
, оси и
втулки Ø28![]() , вилки и оси Ø28
, вилки и оси Ø28![]() . На чертежах изображены схемы
полей допусков данных сопряжений.
. На чертежах изображены схемы
полей допусков данных сопряжений.
Выполнен рабочий чертеж подвижной оси 6 и назначены требования к точности его размеров, формы, расположения и шероховатости поверхностей.
Для измерения вала Ø28h6 выбрано средство измерения микрометр рычажный МР50 ГОСТ 4381-80.
Для заданных в соответствии с вариантом соединений рассчитаны: посадка с
натягом Ø40![]() , посадки подшипника качения:
подшипника с валом Ø
, посадки подшипника качения:
подшипника с валом Ø![]() , подшипника с
корпусом Ø85
, подшипника с
корпусом Ø85![]() .
.
Рассчитан зависимый допуск и построен график зависимости позиционного допуска от действительного размера.
Построена схема полей допусков метрической резьбы М12![]() 1,25-3Н6Н/3n.
1,25-3Н6Н/3n.
Для шлицевого соединения выбран метод центрирования по наружному диаметру
в соответствии с условиями эксплуатации, а также назначены посадки по наружному
диаметру D-Ø92![]() , по боковым поверхностям щлиц
b-12
, по боковым поверхностям щлиц
b-12![]() и
по внутреннему диаметру d-Ø82Н11.
и
по внутреннему диаметру d-Ø82Н11.
Для шпоночного соединения выбраны посадки сопряжений: шпонки с пазом вала
8![]() и пазом втулки 8
и пазом втулки 8![]() , а также назначены посадки
сопряжения вала с втулкой Ø 24
, а также назначены посадки
сопряжения вала с втулкой Ø 24![]() .
.
Введение 5
1. Расчет и выбор посадок гладких цилиндрических соединений_ 6
1.1. Выбор посадок методом аналогии_ 6
1.2. Расчет посадки с натягом_ 10
1.3.Расчет и выбор посадок подшипника качения 14
2. Выбор средств измерения и контроля 16
2.1 Выбор универсального измерительного средства для измерения линейных размеров детали_ 16
3. Нормирование точности геометрических параметров 18
3.1. Зависимый допуск расположения поверхностей_ 18
4. Выбор допусков и посадок сложных соединений_ 19
4.1. Выбор посадок для шпоночного соединения 19
4.2. Выбор метода центрирования и посадок для шлицевого соединения 21
4.3. Построение схемы полей допусков резьбы_ 24
Библиографический список 26
Приложение ______________________________________________________27
Метрология, стандартизация и сертификация становятся теми инструментами, использование которых позволяет производителю обеспечить качество выпускаемой продукции, работ и услуг, конкурентоспособность и эффективность производства.
Метрология, стандартизация и сертификация неразрывно связаны между собой, поэтому изучение их вместе дает более полное представление о важности каждого из этих направлений деятельности и их совокупности для становления рыночной экономики в стране.
В метрологии решаются следующие основные задачи: разработка общей теории измерений единиц физических величин и их систем, методов определения точности измерений, основ обеспечения единства и единообразия средств измерений, эталонов и образцовых средств измерений, методов передачи размеров от единиц эталонов и образцовых средств измерений к рабочим средствам измерений. Метрологическое обеспечение производства - эта из основных предпосылок достижения требуемого качества изделий. Повышение качества продукции является условием роста производства.
Проблема качества изделий охватывает широкий комплекс вопросов. Большое значение для развития машиностроения в этом смысле имеет создание машин и других изделий на основе взаимозаменяемости, основным условием которой является изготовление изделий с заданной степенью точности. Взаимозаменяемость изделий обеспечивается их стандартизацией, главной задачей которой является создание системы нормативно-технической документации, устанавливающей требования к качеству изделий, и и обязательной к исполнению на соответствующих стандартам уровнях.
В связи, с выше изложенным, в данной курсовой работе рассматриваются вопросы взаимозаменяемости, стандартизации и нормирования точности различных соединений, а также выбор средств измерения и контроля.
Для обеспечения неподвижного соединения блока 3 и тонкостенной втулки 8 назначаем переходную посадку в системе отверстия Æ 40H7/n6.
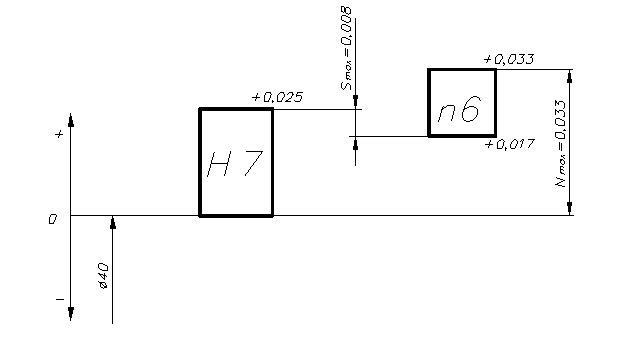
Рис.1.1. Схема расположения полей допусков сопряженных деталей 3 и 8
Предельные размеры отверстия:
![]() ;
;
![]() .
.
Допуски отверстий:
![]() .
.
Предельные размеры вала:
![]() ;
;
![]() .
.
Допуск вала:
![]() .
.
Максимальный зазор:
![]() .
.
Максимальный натяг:
![]() .
.
Допуск посадки:
![]() .
.
Наиболее вероятный размер отверстия при нормальном законе распределения размеров отверстий равен среднему размеру Dm:
![]() .
.
Наиболее вероятный размер вала при нормальном законе распределения размеров вала равен среднему размеру dm:
![]() .
.
Т.к. Dвер<dвер, то посадка Æ 40H7/n6является посадкой с преимущественным натягом Nвер:
![]() .
.
Т. к. ось 6 фиксируется планкой 5, то для сопряжения оси 6 и вилки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.