




















Транспортно-механическийфакультет
Кафедра механического оборудования металлургических заводов
Лабораторный практикум
2004
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
“Сибирский государственный индустриальный университет”
металлургических заводов
ЦЕХОВ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
Лабораторный практикум по дисциплинам
''Машины и оборудование цехов обработки
металлов давлением”, “Технологическое
оборудование горно-металлургического производства”.
Специальности: “Металлургические машины
и оборудование” (170300), “Гидравлические машины,
гидроприводы и гидропневмоавтоматика” (121100)
2004
УДК 621.771.06(07)
М38
Кандидат технических наук,
доцент кафедры машин и технологий
обработки металлов давлением СибГИУ
,
старший преподаватель кафедры машин и технологий
обработки металлов давлением СибГИУ
М38 Машины и оборудование цехов обработки металлов давлением:Лаб. практ. /Сост.: А.М. Кирносов, М.Л. Босняк: СибГИУ. – Новокузнецк, 2004 – 32с.
Рассмотрена методика экспериментального исследования промышленного оборудования. Проводится экспериментальное исследование и теоретический анализ энергосиловых параметров прокатного стана, нажимного механизма, а также ножниц для порезки металла.
Предназначен для студентов специальности “Металлургические машины и оборудование” (170300), “Гидравлические машины, гидроприводы и гидропневмоавтоматика” (121100).
Прокатный стан является основным технологическим оборудованием для обработки металлов давлением.
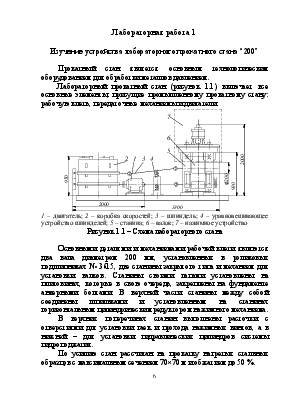
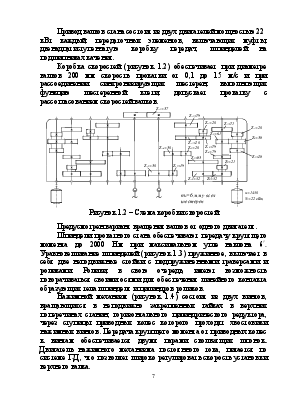
Лабораторный прокатный стан (рисунок 1.1) включает все основные элементы, присущие промышленному прокатному стану: рабочую клеть, передаточные механизмы и двигатели.
1 – двигатель; 2 – коробка скоростей; 3 – шпиндель; 4 – уравновешивающее устройство шпинделей; 5 – станина; 6 – валок; 7 – нажимное устройство
Рисунок 1.1 – Схема лабораторного стана
Основными деталями и механизмами рабочей клети являются два вала диаметром 200 мм, установленных в роликовых подшипниках № 3615, две станины закрытого типа и механизм для установки валков. Станины своими лапами установлены на плитовинах, которые в свою очередь, закреплены на фундаменте анкерными болтами. В верхней части станины между собой соединены шпильками и установленным на станинах горизонтальным цилиндрическим редуктором нажимного механизма.
В верхних поперечинах станин выполнены расточки с отверстиями для установки гаек и прохода нажимных винтов, а в нижней – для установки гидравлических цилиндров системы гидроподжатия.
По усилию стан рассчитан на прокатку нагретых стальных образцов с максимальным сечением 70´70 м и обжатием до 50 %.
Привод валков стана состоит из двух двигателей мощностью 22
кВт каждый, передаточных элементов, включающих муфты, двенадцатиступенчатую коробку передач, шпинделей на подшипниках качения.
Коробка скоростей (рисунок 1.2) обеспечивает при диаметре валков 200 мм скорость прокатки от 0,1 до 15 м/с и при рассоединении синхронизирующих шестерен, выполняющих функцию шестеренной клети, допускает прокатку с рассогласованием скоростей валков.
Рисунок 1.2 – Схема коробки скоростей
Предусмотрен вариант вращения валков от одного двигателя.
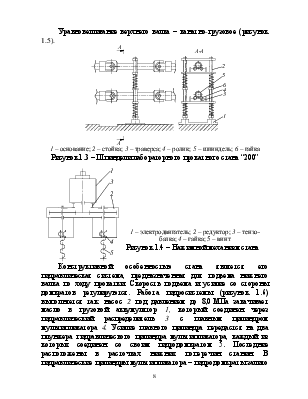
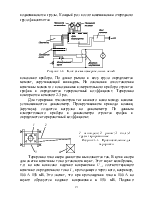
Шпиндели прокатного стана обеспечивают передачу крутящего момента до 2000 Нм при максимальном угле наклона 6°. Уравновешивание шпинделей (рисунок 1.3) пружинное, включает в себя две неподвижные стойки с подпружиненными траверсами и роликами. Ролики, в свою очередь, имеют возможность поворачиваться своими осями для обеспечения линейного контакта образующих тела шпинделя и цилиндров роликов.
Нажимной механизм (рисунок 1.4) состоит из двух винтов, вращающихся в неподвижно закрепленных гайках в верхних поперечинах станин, горизонтального цилиндрического редуктора, через ступицы приводных колес которого проходят хвостовики нажимных винтов. Передача крутящего момента от приводных колес к винтам обеспечивается двумя парами скользящих шпонок. Двигатель нажимного механизма постоянного тока, питается по системе Г-Д, что позволяет широко регулировать скорость установки верхнего валка.
Уравновешивание верхнего валка – канатно-грузовое (рисунок 1.5).
1 – основание; 2 – стойка; 3 – траверса; 4 – ролик; 5 – шпиндель; 6 – гайка
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.