Как правило, в местах распора или подутия образуется слой пригара, возможно образование песочных включений из-за размыва поверхности формы.
Этот дефект приводит к увеличению припуска на механическую обработку или необходимость введения обработки поверхностей.
Обрабатываемость мест распора ухудшается из-за неравномерности нагрузки на режущую кромку инструмента.
Коробление - изменение формы отливки во время затвердевания и охлаждения из-за внутренних напряжений.
Величина напряжений зависит от:
а) величины усадки сплава.
б) температуры расплава при заливке.
в) разности скорости охлаждения связанных между собой частей отливки.
г) размеров поперечных сечений этих частей.
д) податливость форм и стержней.
Короблению в большей степени подвержены отливки из сплавов с большой объемной и линейной усадкой.
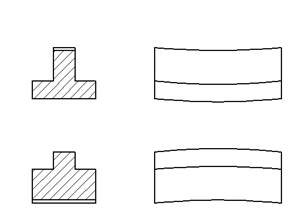
Зависимость коробления от неравномерности сечений отливки показана на рис. 4,5.
Вследствие более быстрого охлаждения тонких стенок усадка в них заканчивается раньше, чем в толстых. Продолжающаяся усадка утолщенной части изгибает отливку. Прогиб происходит в сторону тонкого сечения, вогнутость в сторону более толстого.
|
Рис.4 Пример коробления отливки разностенного бруса |
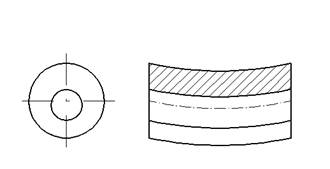
Рис.5 Пример коробления эксцентрической трубы |
Вследствие более быстрого охлаждения тонких стенок усадка в них заканчивается раньше, чем в толстых. Продолжающаяся усадка утолщенной части изгибает отливку. Прогиб происходит в сторону тонкого сечения, вогнутость в сторону более толстого.
Аналогичное явление наблюдается при больших местных перегревах равного сечения отливки (рис.6).
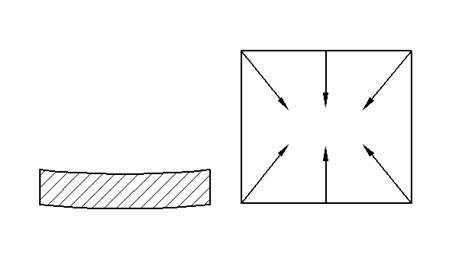
Рис. 6. Схема коробления плиты равного сечения из-за местного
перегрева
При подводе металла снизу в центральную часть плоской равнотелой плиты происходит местный перегрев и неравномерное охлаждение отливки. Как следствие этого возникает коробление.
Модели крупногабаритных отливок, имеющих склонность к короблению (плиты, станины крупных станков и т.п.), для компенсации коробления выполняются с обратным прогибом. Для снятия напряжений и вызванного ими коробления отливки подвергаются отжигу при температуре 500-600°С в течение 2-3 часов. При этом снимается до 70% напряжений без изменения показателей прочности.
Несоответствие размеров и веса - это превышение отклонений размеров и веса, регламентируемых ГОСТ 26645-85 для чугунного литья и для стального литья.
Причины возникновения несоответствия размеров и веса отливок:
а) неправильно изготовлена модель;
б) неправильно задана величина литейной усадки;
в) нарушены размеры тел отливки при сборке форм.
Методика проведения работы.
Студентам предлагаются отливки с дефектами, описанными в данной работе.
Требуется:
а) составить описание дефектов с указанием характерных признаков;
б) сделать эскизы отливок с указанием дефективных мест и объяснением места их расположения;
в) дать оценку возможности и трудоемкости исправления, указать способ исправления;
г) указать предположительные причины возникновения дефектов;
д) дать рекомендации по их предотвращению.
Содержание отчета:
Отчет по данной работе должен содержать общее описание изучаемых дефектов и ответы по пунктам а,б,в,г,д .
Лабораторная работа №4
Трещины в отливках.
Внешний вид и причины образования
Цель работы: Ознакомление с причинами возникновения трещин и изучение их внешнего вида на реальных отливках.
Трещина - это разрыв сплошности тела отливки под воздействием напряжений в тех местах, где эти напряжения превысили предел прочности сплава при данной температуре.
Если разрыв происходит в момент, когда металл находится в пластическом состоянии, трещина называется «горячей», а в упругом состоянии - «холодной».
Напряжения в отливках возникают по разным причинам.
Различают термические ( температурные ) напряжения, механические (усадочные), напряжения и фазовые (структурные).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.