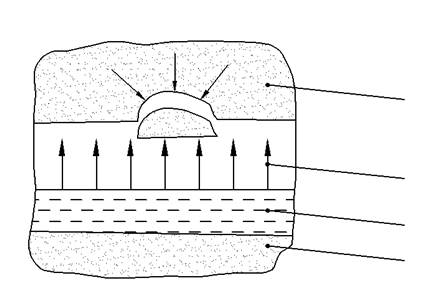
Форма
Тепловой поток
Форма
Рис.3. Образование ужимин под влиянием теплового излучения
Влияние газового режима литейной формы
на образование ужимин
Образующиеся при заливке расплава в форме или стержне газ, содержит в своём составе водяные пары. При фильтрации газов через слои формы, вследствие её газопроницаемости, пары воды конденсируются на непрогретых слоях формы, тем самым создают переувлажнённый слой, обладающий низкой прочностью. Происходит разрушение (отслаивание) формы или стержня в этом месте. Механизм образования ужимины из-за конденсации влаги показаны на рис.4.
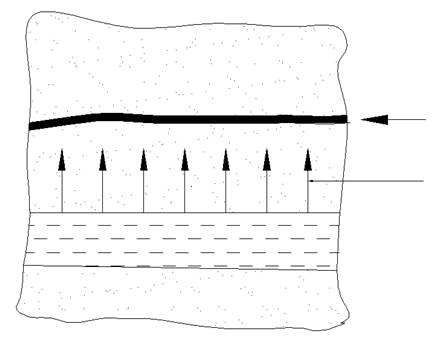
Переувлажненный слой
Н2О пар
Рис.4. Возникновение ужимин под влиянием низкой газопроницаемости и повышенной влажности формы
Причины образования ужимин
а) недостаточная глубина просушки формы или стержня;
б) низкая газопроницаемость смеси;
в) неравномерное уплотнение формы или стержня, обуславливающее неравномерную прочность и газопроницаемость;
г) неравномерное распределение огнеупорной глины в смеси (плохое перемешивание).
Меры предупреждения образования ужимин.
а) просушка форм и стержней на достаточную глубину (регламентируется техпроцессом);
б) достаточная скорость заливки расплава в форму;
в) повышение газопроницаемости смеси, создания направленного газового потока в стержне и в форме;
г) увеличение времени перемешивания формовочной или стержневой смеси; д) применение предварительной декриптации ( растрескивания ) зерен песка путем нагрева их до температуры 650°С.
Вмятины, забои, повреждения получают при нарушении режима выбивки, очистки и транспортировки отливки.
Методика проведения работы.
Студентам предлагаются реальные отливки с дефектами, описанными в данном пособии.
Требуется:
а) составить визуальные описания реальных дефектов, сделать эскизы;
б) определить величину дефектов, их соотношение с размерами отливки;
в) дать оценку возможности и трудоемкости исправления дефектов;
г) указать предположительные причины возникновения дефектов на предложенных отливках;
д) в выводах дать рекомендации по их предотвращению.
Отчет по лабораторной работе должен содержать общее описание изучаемых дефектов и ответы по пунктам а, б, в, г, д.
Лабораторная работа № 2
Исследование внешнего вида причин возникновения
усадочных и газовых раковин в отливках
Цель работы: ознакомление с причинами возникновения усадочных и газовых раковин и изучение их внешнего вида на реальных отливках.
Усадочные раковины
Усадочными раковинами называются пустоты в теле отливки, образованные в результате объемной усадки металла в процессе его кристаллизации.
Различные сплавы имеют различную величину объемной усадки которая зависит от фазовых и структурных превращений, происходящих при кристаллизации. По данным исследований многих авторов объемная усадка для различных марок чугунов и сталей составляет величины, приведенные в таблице 1.
Таблица 1
Наименование |
Серый чугун С=3,5-4,0 % |
Серый чугун С=3,0-3,25% |
Отбеленный чугун |
Углеродистая сталь |
|
Усадка в жидком состоянии, % |
2,2 |
2,4 |
0,25 |
2,72 |
|
Усадка при кристаллизации, % |
-1,5 |
1,8 |
5,5 |
4,5 |
|
Общая усадка, % |
0,6 |
4,2 |
5,75 |
7,22 |
|
Количество металла потребное для питания 100 кг, отливки |
0,7 |
4,4 |
6,1 |
7,90 |
Усадочные раковины образуются в тех местах отливки, которые затвердевают в последнюю очередь и которые лишены возможности получить дополнительное «питание», т.е. компенсацию уменьшающегося объема свежими порциями расплава. Это так называемые «тепловые узлы» отливки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.