Исследование внешнего вида и причин возникновения дефектов поверхности отливок
Цель работы: Ознакомление с причинами и возникновения и внешним видом дефектов поверхности на реальных отливках.
К дефектам поверхности отливок относятся: пригар, спаи, ужимины, вмятины, повреждения.
Пригар
Пригаром называется грубая, шероховатая поверхность отливки, образовавшаяся в результате взаимодействия металла отливки с материалом формы или стержня.
По механизму образования пригар можно разделить на:
-механический,
-химический,
-термический.
Механическим называется пригар, образующийся вследствие проникновения расплава в поры стенок формы или стержня, т.е. в пространстве между зернами песка. В результате такого проникновения образуется металлический скелет, прочно удерживающий песчинки. Глубина проникновения расплава определяется величиной металлостатического напора, температурой при заливке, размерами пор между зернами песка. Последнее зависит от плотности набивки формы или стержня, зернового состава песка и качества противопригарного покрытия.
Меры предотвращения механического пригара:
а) применение песков с рассредоточенной зерновой структурой;
б) достаточная плотность набивки, предотвращающая проникновение расплава в поры;
в) выбор оптимальной температуры при заливке;
г) качественное покрытие формы и стержней противопригарными красками;
д) применение материалов с высоким коэффициентом теплопроводности(циркон , хромистый железняк, хромомагнезит и др.).
Химический пригар
На поверхности отливки, в зоне контакта расплава и материала формы, образуются силикаты железа Fe(SiO4)3, 2FeO×SiO2 с температурой плавления 650°С, а также силикат марганца MnO×SiO2.
Закись железа FeO, температура плавления которой составляет1370 °C, при температуре заливки находится в перегретом состоянии, и, следовательно, обладает повышенной жидкотекучестью и способностью проникать в поры формы. При этом FeO взаимодействует с мелкими зернами кварца, образуя силикаты и оплавляя поверхностный слой крупных зерен кварца. Пористость формы и глубина проникновения увеличиваются.
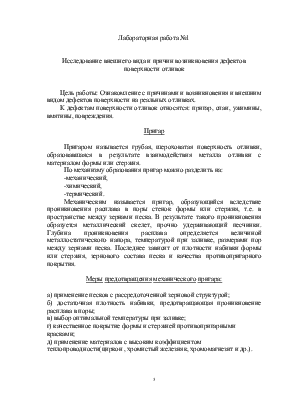
Схема образования химического пригара изображена на рис.1.
Зерна SiO2
Расплав
Окислы
Силикаты
Рис.1. Стадии образования химического пригара.
Меры предупреждения химического пригара:
а) раскисление металла;
б) применение химически инертных формовочных материалов: хромистого железняка CrO3 с температурой плавления 2180°C , магнезита.
Термический пригар
Кварцевые пески, состоящие в основном из зерен кварца (температура плавления 1713°C), содержит примеси, которые имеют более низкую температуру плавления, чем SiO2. Так смесь, состоящая из 94,5% SiO2 и 5,5% Al2O3 образуют эвтектику с температурой плавления 1540°C. Если в смесь включить третий окисел FeO, то температура плавления снижается до 1140°C. Окислы Na2O, K2O, CaO, Fe2O3 неизменно присутствующие в песке, также снижают температуру его плавления. Они называются «плавнями». Чем меньше размер зерен песка, тем быстрее они прогреваются и при более низкой температуре оплавляются. Все эти факторы приводят к тому, что слой формы и стержня, непосредственно соприкасающийся с жидким металлом, оплавляется. образуя корку спекшегося формовочного материала. При очистке литья эта корка легко отделяется.
Меры предотвращения термического пригара
а) применение песков, очищенных от примесей (обогащенных);
б) снижение содержания глины в смесях до минимума;
в) применение формовочных материалов с высокой теплоаккумулирующей способностью;
г) выбор оптимальной температуры расплава при заливке.
В реальных условиях все виды пригара присутствуют одновременно .
Спаи
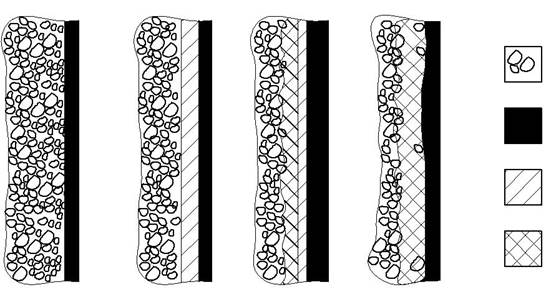
Сквозные или поверхностные щели в теле отливки, образованные неслившимися потоками металла, называют спаями. Схематический спай показан на рис.2.
Рис.2. Вид в разрезе сквозного и поверхностного спаев
Причины образования спаев
а) низкая температура расплава при заливке;
б) неправильное устройство литниковой системы (встречные потоки);
в) низкая скорость заливки.
Ужимины
Ужиминами называются плоские наросты металла на поверхности отливок, отделенные от тела отливки прослойкой формовочного материала. Причина образования ужимин-отделение поверхностного слоя формы или стержня под воздействием высокой температуры и потока движущегося расплава в форме.
Механизм образования ужимин
При нагревании зерна кварца расширяются, а глина сжимается. При температуре 573°С a-кварц переходит в b- кварц с изменением объёма в пределах 2,4%.
При температуре 870°С b-кварц переходит в b- тридимит с изменением объёма до 15%.
По мере прогрева слоя смеси части формы, ближе расположенные к жидкому металлу, уже перестают расширяться, а более глубоко лежащие слои продолжают расширяться и вдавливают наружные слои в сторону расплава. Наиболее опасны, с точки зрения образования ужимин, горизонтальные поверхности верхних полуформ, т.к. они более продолжительное время подвергаются тепловому воздействию от зеркала, поднимающегося в форме расплава. Вид ужимин в разрезе показан на рис.3.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.