Это так называемые генераторы «накачки». Американские ученые и сейчас планируют в качестве генераторов «накачки» для лазеров стратегической оборонной инициативы (СОИ) использовать нечто небольшого атомного взрыва. Возбужденные таким воздействием атомы в активном веществе переходят на высший уровень, поглощая энергию зеленой части спектра, откуда без излучения сдвигаются на промежуточный метастабильный уровень, имеющий большое количество частиц. При дальнейшем воздействии на кристалл рубина (слабой подсветке) все частицы метастабильного уровня лавинообразно переходят на основной уровень, излучая при этом запасенную энергию. Это и есть когерентное излучение. Объемным резонатором свет еще более усиливается и через полупрозрачное переднее зеркало выводится из генератора лазерного луча. С помощью направляющего зеркала луч подводят к месту сварки. Сама сварка может происходить в считанные микросекунды. При этом соединяют не только металлы, но и металл с керамикой или с кристаллами кремния и германия.
Данная сварка дала большой импульс развитию микропроцессорной техники, а в настоящее время прорабатывается возможность сварки больших толщин металла. Пройдет немного времени, и лазерная сварка во многих случаях заменит традиционные виды соединения металлов.
9.10 Сварка порошковой проволокой
В данном случае дуга образуется между основным металлом и электродом. Электрод представляет собой трубку, внутри которой находится флюс. Ее называют самозащитной или порошковой проволокой. Этот способ иногда используется для сварки сталей с низким содержанием углерода, применяемых в строительстве и других отраслях производства.
В основном порошковую проволоку используют без защитного газа, так как он образуется при сгорании флюса, хотя иногда его всё-таки применяют. При горении флюса образуется шлак, защищающий металл на стадии охлаждения. Количество выделяемого дугой тепла зависит от ее длины, установленного тока, скорости подачи проволоки. Скорость подачи проволоки устанавливается на подающем механизме. Чем выше скорость подачи проволоки, тем выше будет величина сварочного тока, и горение дуги будет происходить с большим выделением тепла.
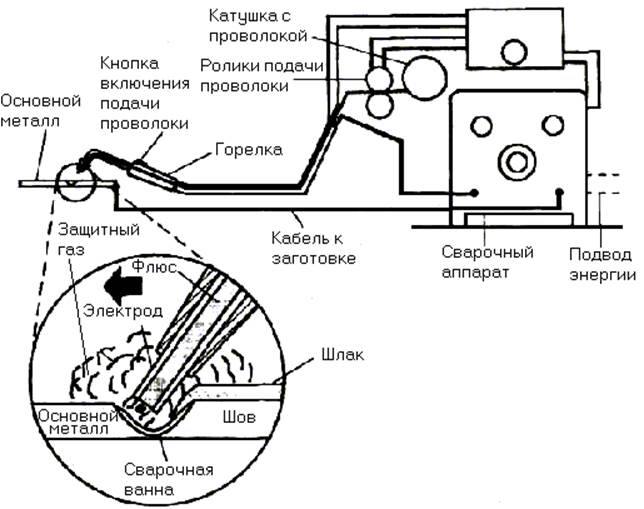
Рис.15. Схема сварки порошковой проволокой
10. Список использованной литературы
1. Профессия – сварка / Шахматов М.В., Ерофеев В.В. и др. – Челябинск: Изд-во ЦНТИ, 2001, – 86 с.
2. Государственный образовательный стандарт высшего профессионального образования направления подготовки дипломированного специалиста 651400 – «Машиностроительные технологии и оборудование» по специальности 120500 – «Оборудование и технология сварочного производства».
3. Положение о курсовых экзаменах и зачетах. – Кемерово, 1998.
4. Правила внутреннего распорядка КузГТУ. – Кемерово, 1994.
5. Родин Р.П. Инженер-машиностроитель (Введение в специальность) / П.Р. Родин, Б.И. Ращук. – Киев: Вища школа, 1975.
6. Завадский В.В. Инженер-машиностроитель в условиях научно-технического прогресса: Учебное пособие / В.В. Завадский, К.А. Сагинов. – Караганда,1989.
СОДЕРЖАНИЕ
1. Характеристика направления подготовки дипломированного специалиста
2. Требования к уровню подготовки абитуриента
3. Общие требования к основной образовательной программе по направлению подготовки дипломированного специалиста
4. Положение о курсовых, экзаменах и зачетах
5. Правила внутреннего распорядка в КузГТУ (основные положения, касающиеся студента университета)
6. Введение в специальность
7. Из истории развития сварки
8. Почему металлы соединяются друг с другом
9. Сварка плавлением
10. Список использованной литературы
Составитель
Евгений Иосифович Ширяев
ОРИЕНТАЦИЯ
(часть I)
Методические указания
для студентов специальности 120500
«Оборудование и технология сварочного производства»
Редактор
Подписано в печать . . . Формат 60×84/16
Бумага офсетная. Отпечатано на ризографе.
Уч.- изд. л. 2,1 . Тираж 86 экз. Заказ
ГУ КузГТУ. 650026, Кемерово, ул. Весенняя, 28.
Типография ГУ КузГТУ, 650099, Кемерово, ул. Д. Бедного, 4 «А»
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.