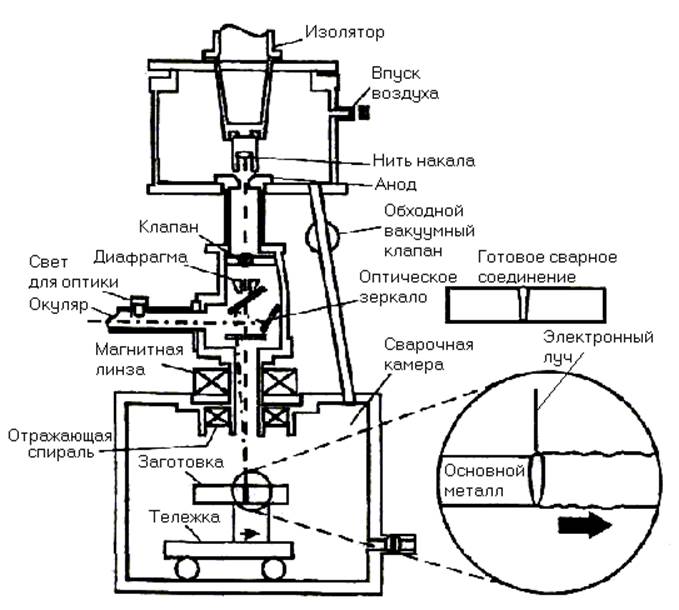
Энергия сварки контролируется током, подаваемым на нить накала. Сама установка для получения направленного потока электронов называется электронной пушкой. Электронно-лучевая сварка производится в вакууме, так как молекулы воздуха мешают движению луча. Вакуумная камера имеет защиту от радиационного излучения, появляющегося в процессе сварки, а сварщик контролирует процесс через телевизионную аппаратуру и управляет лучом с помощью системы дистанционного управления.
В настоящее время трудно назвать область промышленности, где бы не применялась электронно-лучевая сварка: теплотехника, машиностроение, химическая промышленность, авиация, космос, медицина и др.
Данному способу сварки подвластны практически все сочетания металлов, а также ряд соединений металлов с неметаллами. Первая в мире сварка в открытом космосе также была произведена электронным лучом на первой космической установке «Вулкан». Ее произвел летчик-космонавт Валерий Кубасов.
9.7 Электрошлаковая сварка
Бывают металлические конструкции, толщина которых настолько велика, что если применять автоматическую сварку под слоем флюса, то потребовалось бы накладывать десятки и даже сотни сварных швов. На это ушло бы колоссальное время, а качество швов оставляло бы желать лучшего. Ведь после каждого прохода автомата необходимо тщательно зачищать выполненный шов от посторонних примесей и от остатков флюса. Кроме этого, нужна специальная разделка металла под сварку. Таким образом металл сперва удаляют, создавая разделку, а потом снова наплавляют.
На помощь пришла снова русская смекалка. Сотрудники института электросварки под руководством Е. О. Патона разрабатывают способ, при котором за один проход автомата без разделки кромок можно сварить конструкцию теоретически неограниченно большой толщины. В первый же дни своей жизни данный способ позволил сварить станину гидропресса, толщина которой была 1,2 м.
Сущность данного способа, который был назван электрошлаковой сваркой, состоит в следующем. Соединение выполняют таким образом, чтобы расплавленный металл был в нижнем положении, то есть сварка идет снизу вверх. Перед сваркой в зазор между соединяемыми деталями насыпается токопроводящий флюс. На начальной стадии процесса между одним или более электродами и основным металлом возбуждается дуга. Электрод или несколько электродов подается в зону сварки специальным механизмом, который обеспечивает возвратно-поступательные колебания при сварке. При горении дуги флюс плавится, и горение дуги прекращается, но электрический ток продолжает проходить через электрод к основному металлу. Расплавленный флюс плавит основной и присадочный металлы. Кроме того, флюс защищает зону плавления от воздействия воздуха. Для избежания утечки флюса за пределы зоны сварки используют специальные накладки по обеим сторонам соединения. Накладки выполняются из меди с водяным охлаждением, которое не дает им достичь температуры плавления. За счет большой тепловой инерции ванны и малой плотности тока процесс хорошо саморегулируется и является наиболее устойчивым.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.