Ручная дуговая сварка – это процесс, который в силу своей универсальности используют во всех отраслях промышленности, особенно на монтаже любых конструкций: нитки газопроводов, каркасы высотных зданий, телерадиовышки и др.
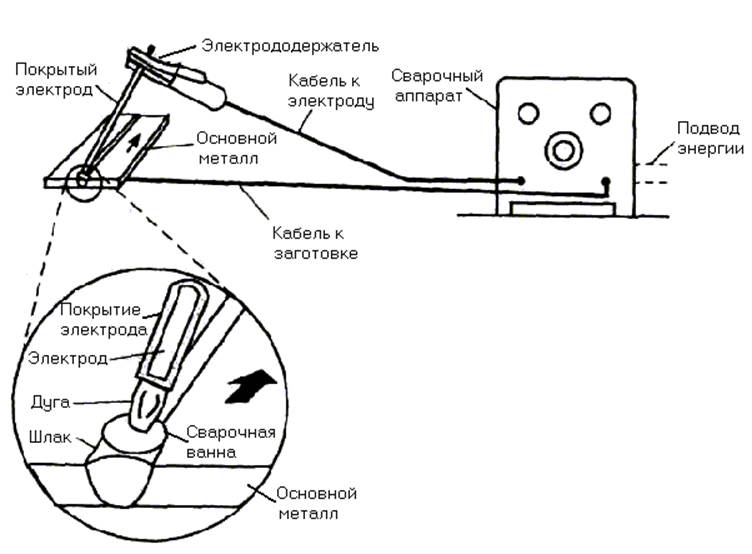
Рис. 7. Схема сварки покрытым электродом
9.3 Сварка неплавящимся электродом
в среде защитного газа
Сварка неплавящимся электродом использует тепло, образующееся при горении электрической дуги между электродом и основным металлом.
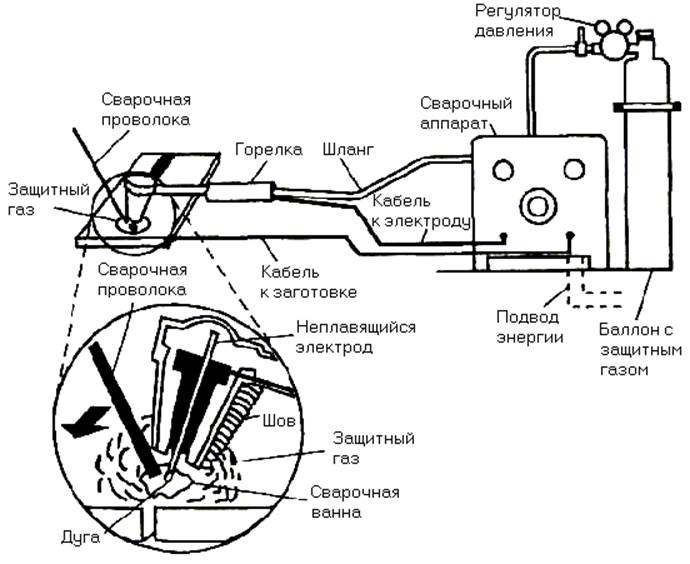
Рис.8. Схема сварки неплавящимся электродом
Присадочный материал, если он требуется для формирования шва, подается отдельно в зону сварки (в дугу) в виде проволоки, которая также плавится от горения дуги. Сварка неплавящимся электродом используется для соединения изделий из нержавеющей стали, алюминия, титана и многих других металлов и сплавов. Сварщик вручную контролирует движение горелки (держатель с неплавящимся электродом) и проволоки. Горелки небольших размеров охлаждаются воздухом, большие оборудованы системой водяного охлаждения. Защитный газ, образующий вокруг дуги облако, защищает металл от воздуха и других пагубно влияющих материалов. Газ подается через сопло держателя, окружающего электрод. Нагрев изделия при сварке может контролироваться путем изменения величины электрического тока и длины дуги. Величина электрического тока выбирается в зависимости от диаметра электрода, толщины и вида свариваемого металла. В качестве электрода при этом способе обычно используют вольфрамовый электрод – прочный и тугоплавкий стержень диаметром 1...3 мм. Однако для защиты его от окисления, а также защиты сварочной ванны, применяют инертные газы – гелий и аргон. Очень редко применяют угольный электрод. Сварка угольным электродом – это первый сварочный процесс, предложенный русским изобретателем Н. Н. Бенардосом. Для данного процесса не требуется газовая защита, так как при горении угольного электрода выделяется окись углерода, которая защищает сварочную ванну от окружающего воздуха. Качество сварных швов при данном процессе значительно ниже из-за насыщения их углеродом.
9.4 Сварка плавящимся электродом в среде защитного газа.
Дуга, являющаяся источником тепла, горит между основным металлом и электродом. Зона горения дуги защищается с помощью газа. Это очень распространенный способ сварки. В качестве защитного газа используется углекислый газ, аргон, а также различные смеси углекислого газа, кислорода, аргона и азота (последний газ в смеси используется для нержавеющих сталей). Электрод (сварочная проволока)
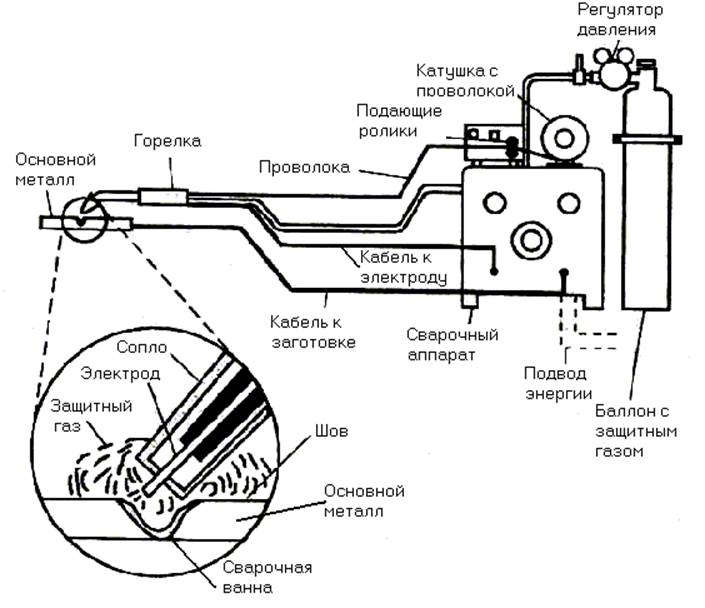
Рис. 9. Схема сварки плавящимся электродом подается с помощью специального устройства – механизма подачи. На горелке имеется выключатель, нажатие на который включает и выключает подачу проволоки и течение газа. Имеются и другие схемы сварки, когда подача газа и сварочной проволоки начинается одновременно с возбуждением дуги. В этом процессе используется источник постоянного тока, поддерживающий неизменной величину сварочного тока. Выбранное значение сварочного тока устанавливается на сварочном аппарате. Перед началом сварки сварщик должен выбрать размер электрода, установить напряжение, интенсивность газового потока, скорость подачи электродной проволоки. При сварке в среде активных газов сварочную проволоку легируют раскислителями (кремний и марганец). При этом происходят химические реакции взаимодействия раскислителей с кислородом, что уменьшает окисление металла шва и способствует выходу из сварочной ванны окиси углерода. В конечном счете получаются плотные швы высокого качества. При использовании смеси углекислого газа, кислорода и аргона значительно уменьшается разбрызгивание расплавленного металла, улучшается качество околошовной зоны, уменьшается засорение горелки брызгами и снижается трудоемкость сварочных работ. Впервые плотные швы без пор были получены в 1952 году советскими учеными К. В. Любавским и Н. М. Новожиловым. В настоящее время сварку в среде защитных газов применяют в механизированном, автоматическом и роботизированном вариантах. В первом случае сварщик вручную перемещает горелку по стыку, а сварочная проволока автоматически подается в зону сварки; во втором сварку ведут самоходные автоматические устройства; в третьем сварочную горелку отдали в руки роботу.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.