9.5 Сварка под слоем флюса
Способ наиболее производителен и характеризуется лучшими условиями плавления и высоким уровнем механизации. Электродная проволока плавится дугой под слоем сыпучего гранулированного вещества – флюса. Это позволило отказаться от электродного покрытия, которое мешало увеличивать плотность сварочного тока, повысить скорость плавления электрода, увеличить скорость сварки, а, следовательно, и производительность труда сварщика. Флюс обеспечивает надежную защиту не только сварочной ванны, но и дуги вместе с концом плавящейся проволоки. При этом достигаются высокие показатели механических свойств металла шва (прочность, пластичность, ударная вязкость и др.). Флюс обладает не только защитными функциями. При сварке он концентрирует тепло в небольшой зоне (газовом пузыре), не позволяет попавшим в нее газам выйти наружу, облегчает ионизацию дугового промежутка, что обеспечивает стабильность процесса, легирует (облагораживает) металл шва дополнительными элементами, предотвращает выгорание полезных примесей. За счет флюса коэффициент полезного действия дуги значительно увеличивается (до 90%), что выгодно отличает данный способ сварки от других. Из каких же компонентов состоит флюс? Институтом электросварки им. Е. О. Патона в годы Великой отечественной войны и послевоенный период предложен флюс марки АН-348, который знает весь мир. В его состав входят следующие компоненты: 41% SiО2; 35% MnO; 9% СаО;4% А12О3; 4% СаF2 и далее МgО, окислы железа, незначительное количество серы и фосфора. В настоящее время качественный флюс выпускают многие предприятия, связанные со сваркой. Крупным поставщиком флюса является ОАО «Челябинский трубопрокатный завод».
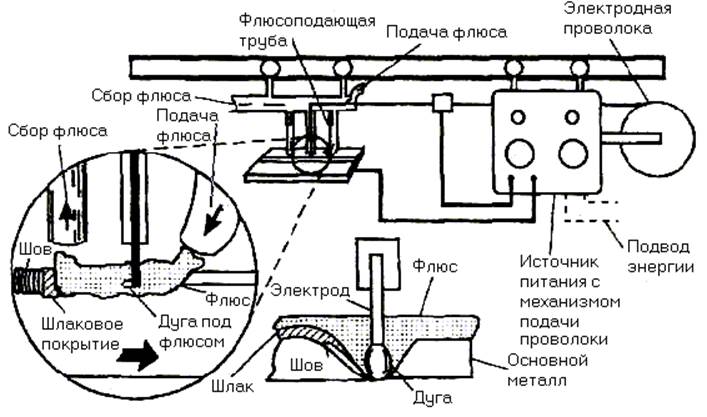
Рис. 10. Схема сварки под слоем флюса
В промышленных масштабах сварка под слоем флюса впервые была внедрена в производство в довоенном 1940 году. Ее разработчиком является Е. О. Патон. Благодаря этому технологическому процессу в годы Великой отечественной войны была решена задача по быстрому и качественному производству танковой брони, что во многом предопределило нашу победу. Только после войны промышленно развитым странам с нашей помощью удалось освоить этот поистине уникальный способ сварки.
В настоящее время сварка под слоем флюса остается ведущим способом при производстве большинства конструкций. Для увеличения производительности сварочных работ применяют двухдуговую и трехдуговую сварку. Промышленность выпускает автоматические сварочные головки, трактора, источники питания и другие необходимые узлы для сварки и наплавки.
9.6 Электронно-лучевая сварка
Приоритет в создании данного способа принадлежит профессору Московского энергетического института Н. А. Ольшанскому. Электронно-лучевая сварка использует для разогрева и плавления металла энергию сфокусированного потока электронов. Этот способ удобно применять для сварки изделий большой толщины без разделки свариваемых кромок. Способ обеспечивает большую глубину проплавления при малых размерах сварного шва и очень малую зону термического влияния. Поэтому соединения обладают высоким качеством. Электронно-лучевая сварка используется в случаях, когда невозможно выполнить соединение изделий другим способом. Кроме того, она позволяет сваривать детали с большой скоростью. При работе установки с нити накала испускаются электроны, поток электронов разгоняется до огромных скоростей в электрическом поле большой разности потенциалов (десятки и сотни киловольт), контролируется (фокусируется и концентрируется) магнитными линзами. При попадании электронов на металл происходит их резкое торможение и выделяется значительная тепловая энергии (на один, два порядка меньшая, чем при лазерной сварке).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.