Совершенствование конструкции и повышение требований к качеству и надежности работы деталей узлов и агрегатов космических летательных аппаратов связано с интенсификацией производства на основе широкого использования прогрессивных технологий и средств автоматизации и механизации. В производстве ПУ и ЭУ используется комплекс различных технологических процессов, обеспечивающих получение заготовок, изготовление деталей, сборку, испытание и упаковку изделий. Среди всех видов технологических процессов наиболее сложными и трудоемкими являются технологические процессы механической обработки заготовок. Это объясняется тем, что детали имеют малую жесткость и изготавливаются из труднообрабатываемых материалов. К точности геометрических параметров и качеству обрабатываемых поверхностей этих деталей предъявляются высокие требования.
Деталь, для которой проектируется технологический процесс ее изготовления, представляет собой центральный электрод в импульсном плазменном движителе. Электрод закреплен в корпусе конденсатора неподвижно с помощью электронно-дуговой сварки. ЭРДУ, в которую входит электрод, запускается в космос. ЭРДУ существует в космосе 5 лет.
Проанализировав назначение детали, видно, что деталь работает в особых условиях:
- агрессивные среды;
- пониженные температуры;
-повышенная сублимация материала.
Главным условием при выборе материала является материал из коррозионно-стойкого и жаропрочного материала. Особые требования точности, шероховатости и взаимности расположения, к поверхностям, которые непосредственно соприкасаются и поверхностям, где привязывается пробойное напряжение.
Оценка технологичности производится по качественным и по количественным показателям.
Данная
деталь вполне является технологичной. Она представляет собой цилиндр с
отверстиями разного диаметра, который с учетом типа производства целесообразно
обрабатывать на токарно-винторезном и шлифовальном станке. Отношение длины детали
к диаметру наружной поверхности ![]() , что обеспечит достаточную и
необходимую жесткость при обработке в трехкулачковом патроне. Деталь не имеет
фасонных поверхностей и поэтому не требует для обработки специальных
инструментов и/или станочных приспособлений.
, что обеспечит достаточную и
необходимую жесткость при обработке в трехкулачковом патроне. Деталь не имеет
фасонных поверхностей и поэтому не требует для обработки специальных
инструментов и/или станочных приспособлений.
Наиболее
точная поверхность детали – наружная цилиндрическая поверхность – выполняется
по 7-му квалитету точности, так как к этой поверхности привязывается пробойное
напряжение. Эта поверхность будет наиболее подвержена износу, ее необходимо
упрочнить методами термообработки. Производить избирательную термообработку не
целесообразно с точки зрения затрат финансов и времени на изготовление
специального приспособления, поэтому будет произведена общая обработка всей
детали – закалка в растворе 55% KCl + 45% NaCl при температуре ![]() , отпуск с охлаждением на воздухе при
температуре
, отпуск с охлаждением на воздухе при
температуре ![]() и очистка пескоструйным аппаратом.
и очистка пескоструйным аппаратом.
Шероховатость большинства поверхностей детали Ra 6,3 и Ra 0,63.
Количественными показателями при оценке технологичности детали могут служить следующие коэффициенты:
Тср – средний квалитет точности обработки изделия;
Кт – коэффициент точности;
Кш – коэффициент шероховатости.
1. Средний квалитет точности обработки:
 , где ni – число размеров соответствующего
квалитета;
, где ni – число размеров соответствующего
квалитета;
Т – квалитет точности конструкции.
![]() .
.
2. Коэффициент точности:
 .
.
Так как [Кт] = 0,9, то по критерию точности [Кт] > 0,8 деталь технологична.
3. Коэффициент шероховатости:
 ;
;
 .
.
![]() .
.
![]() .
.
Так как [Кш] = 0,18, то по критерию шероховатости [Кш] < 0,32 деталь технологична.
Электрод изготавливается из стали марки Х18Н10Т. Эта сталь конструкционная криогенная со средним содержанием углерода 0,12%, повышенным содержанием хрома(17-19%), никеля(9-11%) и титана(0,8%), коррозионно-стойкая, жаропрочная аустенитного класса, обладает высокой прочностью при воздействии низких температур. Применяется для изготовления различных деталей, работающих в агрессивных средах и при пониженных температурах. По технологическим свойствам сталь характеризуется обрабатываемостью резанием при закалке и отпуске, низкой свариваемостью.
Химический состав:
- Кремний (Si), до 0,8%;
- Марганец (Mn), до 2%;
- Медь (Cu), до 0,3%;
- Никель(Ni) (9 ÷ 11)%;
- Сера (S), до 0,02%;
- Титан (Тi) до 0,8%;
- Углерод (C) , до 0,12%;
- Фосфор (P), до 0,035%;
- Хром (Cr) (17,0 ÷ 19,0)%.
- Остальное железо (Fe)
Механические свойства:
- Предел
прочности: ![]() МПа;
МПа;
- Предел
текучести: ![]() МПа;
МПа;
- Температура закалки: (1020÷1100)0С;
- Охлаждающая среда – воздух;
- Температура отпуска: (620÷660)0С;
- Поперечное сужение: y = 55%;
- Удлинение: d5 = 40%.
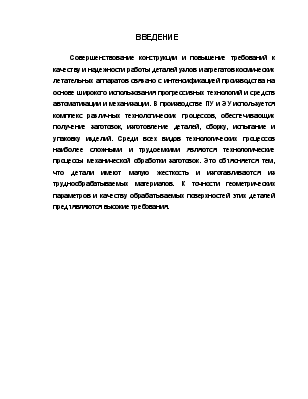
Учитывая назначение и условия работы детали, ее конфигурацию, свойства материала и тип производства (мелкосерийное) целесообразно выбрать в качестве заготовки сортовой прокат – пруток по ГОСТ 7417-75 изготовленный по 14-му квалитету точности. Такой выбор позволит исключить обдирочную операцию, выполнять которую не эффективно с экономической точки зрения для данного типа производства. Не целесообразно получать заготовку методом штамповки (не выгодно изготавливать матрицу, пуансон и покупать станок для мелкосерийного производства) и литьем (этим методом мы получаем крупнозернистую структуру: микротрещины, раковины, шлаковые включения).
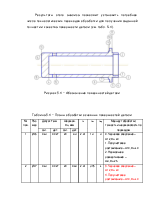
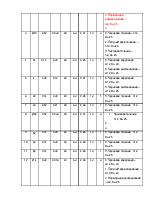
Число переходов, необходимое для обработки каждой из поверхностей детали, и их состав по применяемым методам обработки определяются соотношением характеристик точности размеров, формы и шероховатости одноименных поверхностей исходной заготовки и готовой детали.
Число переходов, необходимое для обеспечения заданной точности размера, определяется по формуле:
 , (5.2)
, (5.2)
где Тзаг и Тдет – допуск технологического размера заготовки и детали соответственно.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.