![]() ,
, ![]() ,
… ,
,
… , ![]() , … ,
, … , ![]()
и ![]() ,
,
![]() , … ,
, … , ![]() ,
… ,
,
… , ![]() .
.
Расположив на плоскости
точки, соответствующие разработанным вариантам ТП (рис.10) , можно определить
оптимальный ТП с точки зрения максимума производительности Р и
минимума себестоимости S . Это
противоречие разрешает принцип Парето, согласно которому оптимальными является
множество вариантов ТП, образующих внешнюю оболочку множества ![]() всех вариантов. Следовательно, в
данном случае варианты 3, 4 и 5 будут соответствовать оптимальным ТП. Это
означает, что каждый из этих вариантов в каком-то смысле лучше всех остальных.
всех вариантов. Следовательно, в
данном случае варианты 3, 4 и 5 будут соответствовать оптимальным ТП. Это
означает, что каждый из этих вариантов в каком-то смысле лучше всех остальных.
Например, вариант 3 имеет минимальное значение себестоимости, вариант 5 - максимальную величину производительности , а вариант 4 - большую производительность по сравнению с вариантом 3 и меньшую себестоимость по сравнению с вариантом 5.
2.4. Система технологической подготовки производства
В разд. 1 показана главная роль интеграции
систем САПР и АСТПП
для эффективного функционирования ГПС. САПР для различных типов изделий
разработаны в разной степени детализации. Так, например, САПР изделий
радиотехники и микроэлектроники достаточно развиты для разработки и выдачи
проектной информации на машинных носителях в систему АСТПП.
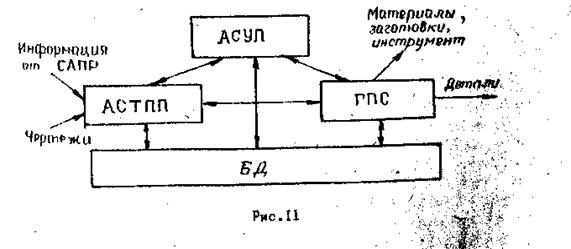
Взаимодействие АСТПП и САПР (рис.11) базируется на установлении параметрических отношений между БД элементов чертежей и элементов деталей, а также элементов ТП. Как правило, каждый из элементов - конструкторский и технологический - описывается на основе языков высокого уровня.
Автоматизация единичного и серийного производства заставляет пo-новому подойти к проектированию технологии. В условиях применения программируемого ТО требуется детальная проработка всех логических и расчетных элементов ТПП. Степень проработки ТП должна бить доведена до рабочих и вспомогательных ходов. Для правильного подбора оборудования, приспособлений, распределения деталей по участкам и формирования оптимального графика запуска деталей на обработку необходим тщательный анализ деталей, ТП и организации производственных подразделений. Надежность ТП должна прогнозироваться на стадии проектирования расчетными или имитационными средствами.
Многовариантность технологических решений изготовления конкретных деталей свидетельствует о том, что ТПП и, в частности, проектирование ТП при единичном и серийном производстве становятся на несколько порядков сложнее, чем при массовом производстве. К настоящему времени цикл их подготовки составляет 70-90% общего времени от получения заказа до изготовления готовой продукция, а цикл изготовления изделия - только 10-30%.
Основная цель ТПП - обеспечить мобильность производства при изменении программы выпуска в освоении новых видов изделия, высокую производительность труда при минимальных трудовых и материальных ресурсах, изготовление изделий в заданные сроки и требуемого качества.
Задачи ТП разбивается по функциям: обеспечение технологичности конструкции изделия, технологическое проектирование, изготовление средств технологического оснащения, организация и управление процессом ТПП.
Технологическое проектирование представляет собой комплекс проектно-расчетных работ, в который входит проектирование собственно ТП, состава и структуры производственных подразделений, оснащения, т.е. приспособлений, измерительного и вспомогательного инструмента, нестандартного оборудования, стендов и др.
На современном этапе технология радио- и приборостроения является уже не совокупность рекомендаций по изготовлению изделий, а методической основой управления производством и, входящими в его состав производственными автоматами.
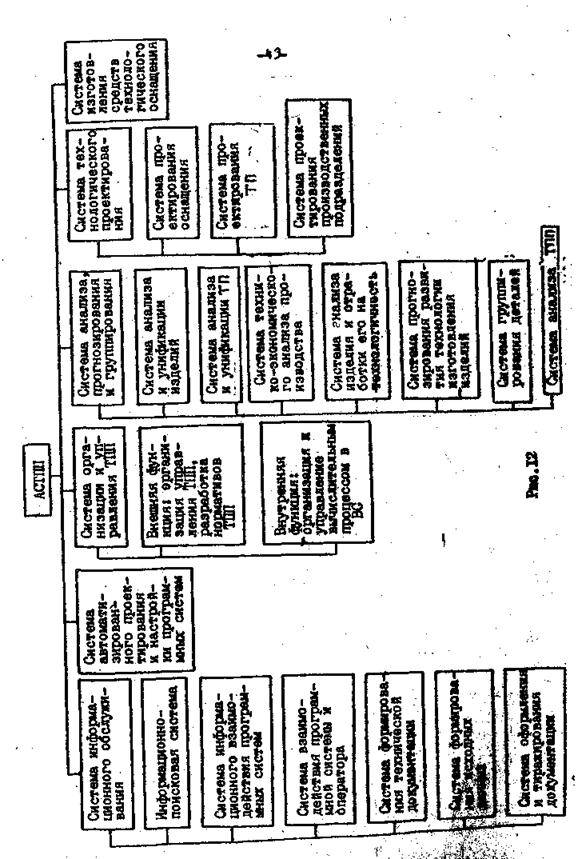
При полном развитии АСТПП должна обеспечить решение всех задач ТПП, связанных с проектированием, анализом, контролем, учетом и регулированием ТП, в автоматическом или автоматизированном режиме. Автоматизация ТПП приводит к появлению новых функций либо к приобретению ранее существовавшими функциями самостоятельного значения. К ним относятся организация информационного обслуживания потребителя и программных систем АСТПП, автоматизация проектирования и настройки программных систем, реализующих функции ТПП. Некоторые функции, например такую, как организация и управление процессом ТПП, в этом случае следует переосмыслить. В автоматизированном варианте у нее появятся две составляющие: внешняя, аналогичная применительно к традиционной ТПП, и внутренняя, которая предназначена для организации вычислительного процесса в вычислительной системе АСТПП [2,11] .
Примерный состав подсистем, необходимый для выполнения функций АСТПП, приведен на рис.12.
При организации и управлении ТПП в вычислительной системе (внутренняя функция) используется мониторная система, включающая управляющую программу, средства описания функций и команд системы.
Система автоматизированного проектирования и настройки программных систем ТПП позволяет уменьшить трудоемкость разработки правил решения задач технологии и обеспечить адаптивные свойства АСТПП. Остальные системы выполняет функции, аналогичные для традиционной ТПП.
Вследствие большого разнообразия возникавших на предприятия задач и сложности системы ТПП совершенно очевидна необходимость реализации системного подхода при постановке задач технологии. В основе такого подхода лежит представление о системе ТПП как о едином целом, где процесс обработки информации и управление им осуществляется на основе единого математического, программного, информационного, лингвистического, технического, методического и организационного обеспечения.
3. ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ГПС
3.1. Основные требования и задачи, решаемые технологическим оборудованием
Состав ТО ГПС определяется его профилем. Для изготовления механических деталей ТО представляет собой металлорежущие станки; для производства микросхем и микросборок подбирают соответствующие технологические установки для диффузии, напыления, фотолитографии и т.д.
Одной из основных проблем создания ГПС является определение компромисса между универсальностью и специализацией ТО. Набор универсального ТО обладает большей гибкостью перестройки на другие виды изготавливаемых деталей, но одновременно и большими капитальными вложениями. Специализированное ТО может обрабатывать меньшую номенклатуру изделий, но является более производительным в дешевым.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.