Применительно к проектированию ГПС можно перечислить ряд укрупненных этапов проводимых работ:
- классификация деталей по конструктивно-технологическим признакам и группирование их;
- разработка групповых маршрутных ТП; нормирование их и расчет количества ТО и рабочих мест;
- определение уровня организации и автоматизации производственного процесса и разработка ТЗ на ГАУ, ГАЦ;
- разработка операционных ТП управления и контроля изделий, нормирование их, а также уточнение количества ТО и рабочих мест;
- разработка ТЗ на базовые части переналаживаемой оснастки, нестандартное технологическое и контрольно-измерительное оборудование;
- расчет количества и графиков подачи заготовок, основных и вспомогательных материалов, инструмента и технологической оснастки, расчет грузопотоков и предварительная планировка ГАУ, ГАЦ , разработка организации погрузочно-разгрузочных, транспортных и складских работ АТНС;
-разработка ТЗ на нестандартное оборудование АТНС;
- разработка структуры ГАУ, ГАЦ, схемы функционирования и общего алгоритма работы;
- разработка ТЗ на АСУ ГАУ, ГАЦ;
- разработка технических проектов на нестандартное оборудование и СУ и рабочих проектов на оснастку;
- разработка рабочей документации на нестандартное оборудование, технические средства управления, математическое обеспечение.
2.3. Методы специализации элементов производственной системы
Основой работ по специализации элементов производственной системы основных структурно-иерархических уровней от рабочего места до цеха или видов производства включительно являются классификация и кодирование объектов производства и ТП их изготовления. Классификаций этих объектов на этапе кодирования исходной информации назовем первичной, а группирование значений признаков первичной классификации - вторичной. Группирование является операцией объединения объектов по признакам первичной или вторичной классификации [13.14] .
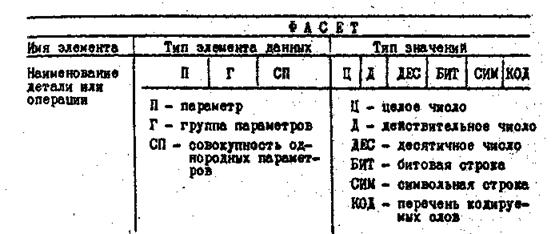
Для первичного описания объектов производства целесообразно применить многоаспектную (фасетную) систему классификации, в отдельных фасетах которой можно использовать иерархические системы классификации, характеризующие объекты в одном из аспектов. В фасетную формулу (совокупность фасет) описания объектов производства должны быть включены основные характеристики (свойства), оказывающие наибольшее влияние на выбор методов и средств их обработки.
При описании количественных признаков целесообразно кодировать их действительные значения. Значения качественных признаков, если они представлены на чертеже в явном виде, также следует индексировать в естественной форме или при помощи мнемонических обозначений. Числовые коды рекомендуется применять только в том случае, когда признаки описываются развернутой формулировкой из нескольких понятий.
Для обработки закодированной информации на ЭВМ каждый фасет системы классификации должен представлять собой элемент данных, описываемых следующий характеристиками: имя элемента данных, тип элемента данных, тип значения (табл.5).
Таблица 5
Технологические процессы могут быть определены как объекты, обладающие внутренней структурой. В отличие от традиционного представления ТП как линейной последовательности операций, введение так называемого отношения предшествования для всех операций позволяет представить процессы изготовления деталей в виде структур типа графа.
Для группирования линейных структур и графов-структур ТП применяются разные алгоритмы, которые являются модификациями метода упорядочения структурированных объектов.
Алгоритм группирования деталей по ТП,
представленным линейными структурами, заключается в следующем. Пусть имеется N деталей, каждая из которых описывается
технологическими операциями виде цепочки (![]() ,
,
![]() , … ,
, … , ![]() ,
… ,
,
… , ![]() ) . На первом этапе все детали упорядочиваются
по длине цепочки. Наиболее длинная последовательность операций, например,
комплексной детали принимается за основной "лидер". Для всех
деталей, начиная со второй, проверяется возможность включения маршрутов в
основной "лидер". Первая деталь, маршрут которой не вкладывается в
основной "лидер", считается вторым "лидером". Таким образом
осуществляется выделение "лидеров" и их групп для всей совокупности
деталей N . При анализе возможности присоединения детали к
"лидеру" допускаются пропуски операций в "лидере", но без
изменения их последовательности. На последующих этапах возможно объединение
лидеров.
) . На первом этапе все детали упорядочиваются
по длине цепочки. Наиболее длинная последовательность операций, например,
комплексной детали принимается за основной "лидер". Для всех
деталей, начиная со второй, проверяется возможность включения маршрутов в
основной "лидер". Первая деталь, маршрут которой не вкладывается в
основной "лидер", считается вторым "лидером". Таким образом
осуществляется выделение "лидеров" и их групп для всей совокупности
деталей N . При анализе возможности присоединения детали к
"лидеру" допускаются пропуски операций в "лидере", но без
изменения их последовательности. На последующих этапах возможно объединение
лидеров.
Группирование графов производится в три этапа. На первом этапе все множество графов (деталей) разбивается на непересекающиеся группы. Каждая группа имеет "лидера" (комплексную деталь), остальные детали, входящие в эту же группу, является подграфами "графа-лидера". С позиций технологии это означает, что для любой группы деталей можно сформировать единый технологический маршрут. Им может быть любой технологический маршрут, полученный из "графа-лидера", а остальные детали будут обрабатываться по этому маршруту с пропусками некоторых операций.
Пусть даны два графа А и В (рис.7).
Будем считать граф А подграфом графа В (![]() )
, если множество вершин А является подмножеством вершин графа В и при существовании
пути между вершинами
)
, если множество вершин А является подмножеством вершин графа В и при существовании
пути между вершинами ![]() и
и ![]() графа
А имеется путь между соответствующими
графа
А имеется путь между соответствующими
вершинами в графе В. Путем называется непрерывающаяся последовательность
связей /дуг/.
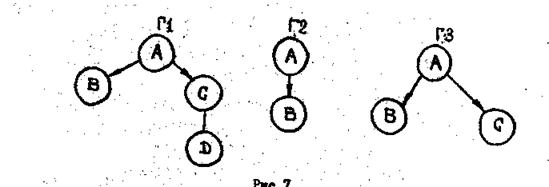
В силу этого определения графы Г2 и
Г3 являются подграфами графа Г1, т.е. ![]() и
и
![]() . Очевидно, что эти детали можно
объединить в группу, так как для них допустим любой технологический маршрут,
получаемый из Г1, причем на всех операциях повышается загрузка
оборудования. Граф Г1 полностью описывает группу и является "графом-лидером".
. Очевидно, что эти детали можно
объединить в группу, так как для них допустим любой технологический маршрут,
получаемый из Г1, причем на всех операциях повышается загрузка
оборудования. Граф Г1 полностью описывает группу и является "графом-лидером".
"Лидеры" назначается формально. Для этого все графы упорядочиваются по степени убывания количества вершин и состава связей.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.