При свивке данной конструкции используется центральный элемент, т.е. витая двух проволочная прядь. Образование конечной структуры путем навивки на центральный элемент периферийных проволок не вызывает затруднения при свивке методом одинарного кручения. Однако при двойном кручении, а именно так данная структура и свивается, свивка таких структур представляет определенную проблему. Проблема заключается в том, что на второй стадии свивки длина наружных элементов становится недостаточной и избыток длины центрального элемента формирует петли (фонари), выходящие между периферийными элементами.
На рисунке 3.3 показана развертка винтовой линии, образованной осью периферийного элемента и имеющей параметры: t1 и t2 – шаги винтовой линии на первой и второй стадиях свивки соответственно; r – радиус свивки.
В данной конструкции проволоки располагаются по двум радиусам свивки:
 (3.22)
(3.22)
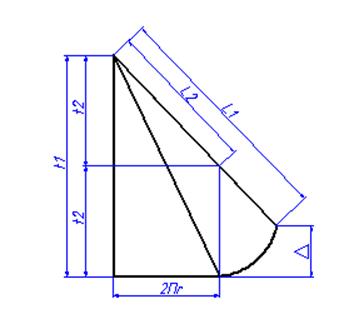 |

Рисунок 3.3 Развертка винтовой линии, образованная осью периферийного элемента.
Пусть на первом этапе свивки
металлокорд совьется с шагом t1 , а на втором –  .
.
Тогда относительное удлинение можно определить по формуле:
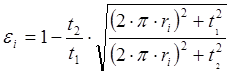 (3.23)
(3.23)
Шаг свивки металлокорда
равен ![]()

Шаг свивки сердечника
равен ![]()

Разница изменений длины проволок внутреннего слоя и венца на шаге свивки будет следующей:
![]()
![]()
т.е. на длине 1м это будет 6,8 мм.
Чтобы устранить эту разницу необходимо приложить растягивающее усилие перед свивкой к сердечнику 2х0,23 которое находится по формуле:
![]() (3.24)
(3.24)
где Р1 – натяжение проволок сердечника, Н;
Р2 – натяжение проволок венца, Н;
![]() – разность
натяжения между проволоками сердечника и венца, которая определяется по
формуле:
– разность
натяжения между проволоками сердечника и венца, которая определяется по
формуле:
![]() (3.25)
(3.25)
где Е – модуль упругости, Н/мм2;
F – площадь поперечного сечения проволоки, мм2.

Из условий минимального
натяжения ![]() . Следовательно:
. Следовательно:
![]()
3.5 Расчет напряженного состояния элементов витой структуры при
наличии внутренних дефектов в материале проволоки
Наиболее опасным с точки зрения обрывности проволоки при металлокорда являются дефекты структуры, образованные неметаллическими включениями, особенно трудно деформируемыми.
На рисунке 3.4 показана расчетная схема, где обозначено: а – расстояние от центра проволоки до центра включения, б – расстояние от центра проволоки до центра тяжести сечения, R и r – радиус окружности проволоки и включения.
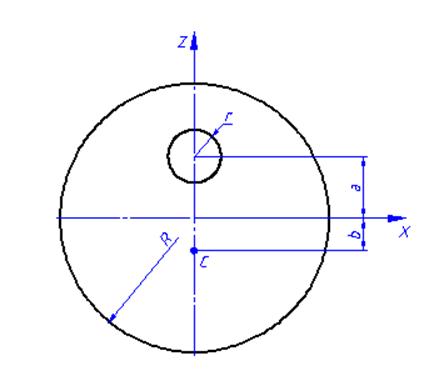 |
Рисунок 3.4 К расчету напряжений в проволоке, содержащей дефект в виде неметаллического включения.
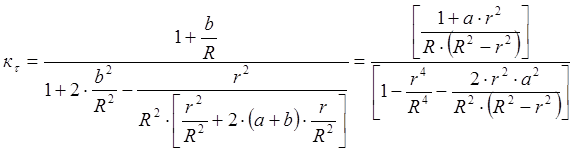
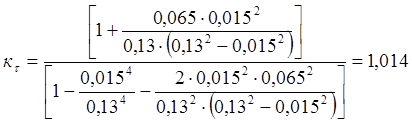
Тогда для коэффициента концентрации касательных напряжений можно записать:
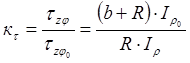 (3.26)
(3.26)
где 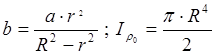 -
полярный момент инерции проволоки без включения.
-
полярный момент инерции проволоки без включения.

Полярный момент инерции проволоки с включением запишется:

где r1 – переменный параметр формы неметаллического включения.
После интегрирования и соответствующих преобразований получим:
Напряжение среза от кручения:
 (3.27)
(3.27)
где ![]() – коэффициент Пуассона,
– коэффициент Пуассона,![]()
Т – радиус кручения, 

Свивочные машины двойного
кручения характеризуются высоким уровнем нагрузок на проволоку, источником
которых является система натяжения и проводки для свитого металлокорда между
крутильными дисками, а также направляющими роликами. Так, для проволоки
диаметром 0,23 мм эта нагрузка достигает значений ![]() при
начальной статической нагрузке
при
начальной статической нагрузке ![]() .
.
Крутильная
деформация при пределе текучести проволоки ![]() составит:
составит:
 (3.28)
(3.28)

Максимальная крутильная деформация определяется по формуле:
 (3.29)
(3.29)
Относительная крутильная деформация равна:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.