![]() (3.17)
(3.17)
где к – коэффициент стабильности формы
«баллона», ![]()
![]() .
.
При свивке корда 2+7х0,23 на машине RI 10 к=2, тогда:

![]()
Натяжение проволоки диаметром 0,23 мм составит:
![]()
2. Распределенная сила веса:
![]() (3.18)
(3.18)
где g - ускорение свободного падения, м/с2.
![]()
3. Сила сопротивления воздуха при поперечном движении нити:
 (3.19)
(3.19)
где ![]() - плотность воздуха,
- плотность воздуха, ![]()

Для
расчета необходимого направления и скорости вращения ротора модуля по отношению
к свивочному ротору рассмотрим кинематическую схему свивки центрального слоя
2х0,23. Из рисунка видно, что линейная скорость движения корда в модуле
подкрутки ![]() равна скорости движения корда в свивочном
узле
равна скорости движения корда в свивочном
узле ![]() , т.к. она напрямую зависит от усилия
вытяжного шкива.
, т.к. она напрямую зависит от усилия
вытяжного шкива.
Скорость движения корда ![]() можно определить по формуле:
можно определить по формуле:
![]() (3.20)
(3.20)
где tk – шаг свивки корда, мм;
 пр2 – частота вращения ротора свивочного
узла, об/мин.
пр2 – частота вращения ротора свивочного
узла, об/мин.
|
|
|
||||||
2 |
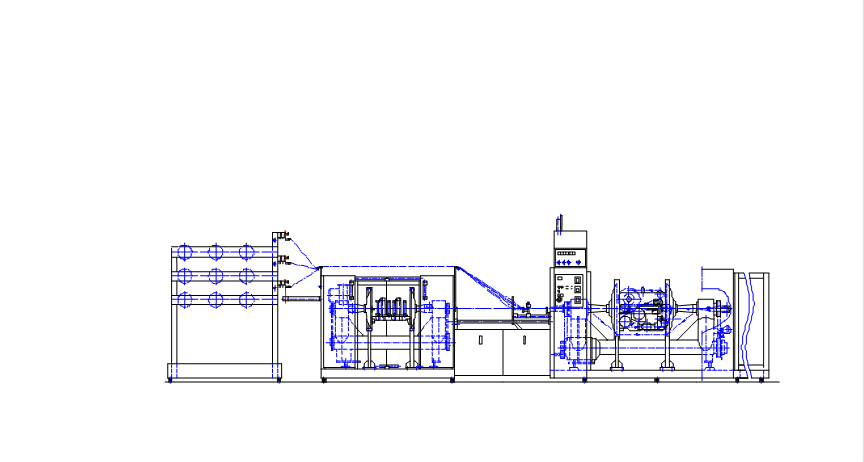
Рисунок 3.2 Схема машины RI 10 ВМ для изготовления металлокорда конструкции 2+7х0,23 в одну технологическую операцию:
1-модуль подкрутки сердечника RIR; 2- узел размотки машины
RI 10; 3- свивочный узел машины RI 10.
![]()
Шаг свивки проволок центрального слоя в модуле подкрутки можно определит по формуле:
 (3.21)
(3.21)
где tk – шаг свивки корда, мм;
tnp - шаг свивки пряди (центрального элемента) в корде, мм;
t1 - шаг свивки пряди, мм.
Частоту вращения ротора модуля подкрутки находим по формуле:
![]()

Так как валы ротора модуля подкрутки и свивочного узла вращаются примерно с одинаковой угловой скоростью (пр1= пр2), то изменение шага свивки сердечника по зонам свивки определяется по формуле:
1- я зона 
где ![]() - скорость вытяжки металлокорда,
мм/мин;
- скорость вытяжки металлокорда,
мм/мин;
![]() - частота вращения ротора, об/мин.
- частота вращения ротора, об/мин.
2- я зона 
3- я зона 
4- я зона 
Как видно из расчета, при свивке корда 2+7х0,23 шаг свивки сердечника уменьшается до 6,25 мм.
Важную роль играет и правильный выбор направления вращения ротора модуля по отношению к свивочному ротору.
Рассмотрим вращение роторов против хода вытягивания корда. Так как по технологии изготовления сердечник 2х0,23 свивается с левым направлением свивки, то ротор дополнительного свивочного модуля должен вращаться против хода часовой стрелки. Свитый сердечник 2х0,23 вытягивается из модуля и поступает в свивочный узел машины RI 10 ВМ, где оплетается семью проволоками диаметром 0,23 мм. По технологии направление свивки второго слоя тоже левое, поэтому ротор свивочного узла должен крутиться по ходу часовой стрелки. Только в этом случае предотвращается раскручивание свитых в первом свивочном модуле проволок сердечника и согласно расчета шаг свивки сердечника получится равным 6,3 мм, что требуется для конструкции 2+7х0,23 НТ.
Таким образом, можно сделать вывод, что направления вращения роторов основного и дополнительного свивочных модулей должно быть в разные стороны, при этом проволоки сердечника получают четырехкратное изменение шага свивки в случае одинаковой частоты вращения свивочных роторов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.