




















































годовой расход режущего, абразивного,и измерительного типа размера j-го типа размера(согласно формуле по 1,стр.47)
Норма расхода для измерительного инструмента на 1000 деталей
С = 7; Квыб = 7%; m0 = 10000 измерений
 , шт.
, шт.
Р=2 шт. – годовой расход режущего, абразивного,и измерительного типа размера j-го типа размера(согласно формуле по 1,стр.47)
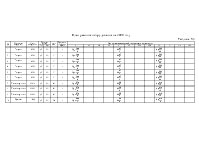
Ведомость расчета потребности в инструменте на годовую программу
Таблица 8.
|
Наименование инструмента |
Шифр марки матер. |
Стойкость между заточками tСТ |
Кол-во заточек |
Норма расхода на 1000 деталей |
Стойкость ТИЗ |
Потребн. кол. инстр. на прог. |
Цена ед. инструмента |
Сумма, руб. |
|
Резец Резец Сверло Круг Протяжка Долбяк |
5-015 5-176 1-038 1-2-796 7-012 7-693 |
0.9 0.9 4 0.42 14 14..3 |
24 24 30 20 9 |
3.89 3.89 0.7 0..67 0.012 1.03 |
18 18 100 51 280 136 |
670 670 121 116 3 172 |
800 1110 1070 4000 2480 3300 |
536000 743700 129470 464000 76880 567600 |
|
для обоих вариантов 12760 257650 |
||||||||
С целью создания минимальных запасов инструмента для облегчения бесперебойной работы цеха производится расчет оборотного фонда инструмента:
Uоб= U1+U2+U3+U4
где U1- количество единиц инструмента на рабочих местах;
U2 – количество единиц инструмента, находящихся в ИРК и предназначенных для замены поступающего с рабочих мест затупленного инструмента;
U3 – количества единиц инструмента, находящихся в заточке и ремонте;
U4 - количество единиц инструмента, находящихся в ИРК и предназначенных для замены окончательно изношенного;
![]()
где G – количество единиц инструмента данного типа размера, находящихся одновременно в работе на рабочем месте;
Е – число рабочих мест(станков), на которых одновременно используется данный инструмент;
К – количество комплектов инструмента находящихся в резерве на рабочем месте;
где Т3 – период времени, необходимый для обмена затупленного инструмента на заточенный, ч.


где М – месячный расход инструмента данного типа размера;
Р – период времени необходимый для пополнения запасов ИРК и ЦИС, сут.
D – число суток в месяце.
Оборотный фонд измерительного, вспомогательного, слесарно-монтажного и прочего инструмента устанавливается по количеству рабочих мест, на которых одновременно применяется данный инструмент, и количеству его единиц на каждом рабочем месте. Запас этого инструмента в ИРК устанавливается: для наиболее ходового – в размере среднемесячного его расхода, для наименее ходового – в размере двухмесячного расхода и более в зависимости от одновременно применяемого на рабочих местах и средней стойкости.
Вариант 1
Операция 005 ![]() =1×6×(1+1)=12
шт. (резец)
=1×6×(1+1)=12
шт. (резец)
![]() =1×6×(1+1)=12
шт.(резец)
=1×6×(1+1)=12
шт.(резец)
![]() =1×6×(1+1)=12
шт. (сверло)
=1×6×(1+1)=12
шт. (сверло)
= шт. (резец)
шт. (резец)  шт.
шт.
= шт. (резец)  шт.
шт.
= шт. (сверло)
шт. (сверло)  шт.
шт.
 шт.
шт.
Операция 010
U1-= 6 шт. U2=172 шт. U3 =6 шт. U4 =5 шт.
Операция 015
U1-= 2 шт. U2=2 шт. U3 =2 шт. U4 =1 шт.
Операция 020
U1-= 24 шт. U2=21 шт. U3 =24 шт. U4 =8 шт.
Вариант 2
Операция 005
U1= 10 шт. U2=133 шт. U3 =10 шт. U4 =27 шт
U1= 10 шт. U2=133 шт. U3 =10 шт. U4 =27 шт
U1= 10 шт. U2= 30 шт. U3 =10 шт. U4 =5 шт
Операция 010
U1-= 6 шт. U2=172 шт. U3 =6 шт. U4 =5 шт.
Операция 015
U1= 2 шт. U2=2 шт. U3 =2 шт. U4 =1 шт.
Операция 020
U1= 22 шт. U2= 18 шт. U3 =22 шт. U4 = 7 шт.
|
Наименование инструмента |
Размер инструмента |
Марка материала |
Кол-во рабочих мест на которых одновремен-но используется данный инструмент |
Кол-во единиц инстру-мента, одновремен-но находящихся в работе на рабочем месте |
Кол-во комплектов находящихся в резерве на рабочем месте |
Кол-во единиц инстру-мента находящихся на рабочих местах |
Кол-во единиц инстру-мента, находящихся в ИРК и предназначенных для замены затупленного |
Кол-во единиц инстру-мента, находящихся в ИРК и предназначенных для замены изношенного |
Кол-во единиц инстру- мента находящихся в заточке и ремонте |
Оборотный фонд |
|
Вариант 1 |
||||||||||
|
Резец Резец Сверло Круг Протяжка Долбяк |
16х16 16х16 D30 ЧЦ250х100х150 D30х500 D100 |
Т15К6 Т15К6 Р6М5 абраз. Р6М5 Р6М5 |
6 6 6 3 1 12 |
1 1 1 1 1 1 |
1 1 1 1 1 1 |
2 2 2 2 2 2 |
160 160 36 172 2 21 |
28 28 5 5 1 8 |
12 12 12 6 2 24 |
202 202 55 185 7 55 |
|
Вариант 2 |
||||||||||
|
Резец Резец Сверло Круг Протяжка Долбяк |
16х16 16х16 D30 ЧЦ250х100х150 D30х500 D100 |
Т15К6 Т15К6 Р6М5 абраз. Р6М5 Р6М5 |
5 5 5 3 1 11 |
1 1 1 1 1 1 |
1 1 1 1 1 1 |
2 2 2 2 2 2 |
133 133 30 172 2 18 |
27 27 5 5 1 7 |
10 10 10 6 2 22 |
172 172 47 185 7 49 |
9. Расчеты основных технико-экономических показателей
9.1 Расчет планового фонда заработной платы
В настоящее время в промышленности, как и в других отраслях народного хозяйства, широко внедряется бригадная форма организации труда. Бригада становится основным первичным звеном трудового коллектива.
Различают специализированные и комплексные бригады. Специализированные бригады создаются на участках с технологической специализацией, в нее включаются рабочие одной или нескольких родственных профессий. Комплексные бригады создаются на участках с предметной или по детальной специализацией, т.е. там, где требуются согласованные действия рабочих различных профессий.
В зависимости от режима работы создаются смежные или сквозные бригады. В смежной бригаде все ее члены работают в одну смену, в сквозной– две и более смен, что позволяет снизить потери времени работы оборудования при пересменках.
Расчет ведется из средней численности и средней зарплаты основных рабочих. Примем среднюю зарплату Зср=80000 руб.
Ранее было расчитано явочное число рабочих, которые должны обеспечить ежедневный выход на работу в плановом периоде
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.