4 Анализ техпроцессов механической обработки заданных деталей с экономическим обоснованием по их усовершенствованию.
Предметом анализа является техпроцесс изготовления оси из стальной заготовки. Производство - серийное. Объем выпуска – 10 тыс. шт. в год.
Процесс состоит из следующих механических операций:
1. Разрезка. Проводится на установке ОБ 6524.
2. Автоматная операция на токарном автомате модели 1Б118. Пруток подается до упора, сверлится отверстие Æ2,5+0,1 на длину 8 мм, сверлится отверстие на длину 13, деталь отрезается в размер 25-0,4. Используемые приспособления и инструменты: И-1026А Цанга зажимная, И-1026-09 Цанга подающая, сверло 2300-3053 ГОСТ 4010-77, сверло 2300-3031 ГОСТ 4010-77, резец 2130-0151 ГОСТ 18884-73.
3. Контроль М.-Р.м. размеров. Используемые инструменты: пробка Хр.8133-4004, с.
4. Транспортная операция.
5. Токарная операция производится на токарно-револьверном станке модели 1325. На этой операции деталь обтачивают, выдерживая размеры Æ7,87-0,11, 6±0,5; обтачивают фаску 0,5´450, сверлят отверстие Æ2,5+0,1 под резьбу М3-Н6 насквозь; нарезают резьбу М3-Н6 на длину 10 мм. Применяются инструменты: патрон трехкулачковый 7100-0005 ГОСТ 2675-80, сверло 2300-0672 ГОСТ 4010-77, сверло 2300-0653 ГОСТ 4010-77, резец 2102-0055 Т15К6 ГОСТ 18877-73, метчик 2620-1059,3 ГОСТ 3266.
6. Контроль М.-Р.м. размеров. Используемые инструменты: пробка 8221-3013 6Н ГОСТ 17758-72, ШЦ-1-125-0,1 ГОСТ 166, микрометр 25-1 ГОСТ 6507-78.
7. Токарная операция на станке 1325. Нарезается резьба М8-6q на длину 6±0,5. Инструменты: патрон трехкулачковый 7100-0005 ГОСТ 2675-80, плашка 2650-1617 6q ГОСТ 9740-71, кольцо 8211-0036 ГОСТ 17763-72, кольцо 8211-1036 ГОСТ 17764-72, ШЦ-1-125-0,1 ГОСТ 166.
8. Продувка.
9. Фрезерная операция на фрезерном станке ГДР «Нескерт». Фрезерование двух уступов. Приспособление- ХР 7209-4030, набор дисковых фрез 2240-0367 ГОСТ 28527-90.
10. Зачистка. Используемый инструмент: надфиль 2826-0023 ГОСТ 1513-77.
11. Токарная операция производится на токарно-револьверном станке модели 1325. Колибруется резьба. Используемый инструмент: патрон трехкулачковый 7100-0005 ГОСТ 2675-80, плашка 2650-1617 6q ГОСТ 9740-71.
12. Продувка. Продувается отверстие после нарезки резьбы.
13. Промывка. Промывается деталь в керосине.
14. Контрольная. Инструменты: , кольцо 8211-0036 ГОСТ 17763-72, кольцо 8211-1036 ГОСТ 17764-72, ШЦ-1-125-0,1 ГОСТ 166.
15. Транспортная. Детали передаются в цех №4.
16. Цинкование. Инструменты: автомат цинкования АМ 35М.
17. Транспортная. Детали передаются на сборку.
Шероховатость поверхностей после фрезерования и сверления: Ra= 8 мкм.
Принятую в данном варианте техпроцесса общую последовательность обработки логически следует считать целесообразной, так как при этом соблюдаются принципы постепенности формирования свойств обрабатываемой детали.
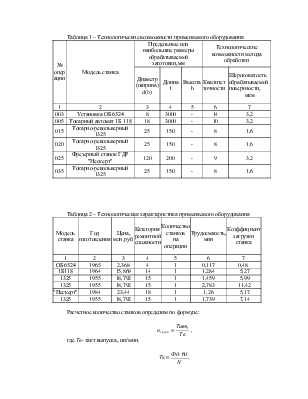
Для анализа применяемого для обработки заданной детали оборудования составляем таблицы 1 и 2.
Таблица 1 – Технологические возможности применяемого оборудования
|
№ операции |
Модель станка |
Предельные или наибольшие размеры обрабатываемой заготовки,мм |
Технологические возможности метода обработки |
|||
|
Диаметр (ширина) d(b) |
Длина l |
Высота h |
Квалитет точности |
Шероховатость обрабатываемой поверхности, мкм |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
003 |
Установка ОБ 6524 |
8 |
3000 |
- |
14 |
3,2 |
|
005 |
Токарный автомат 1Б 118 |
18 |
3000 |
- |
10 |
3,2 |
|
015 |
Токарно-револьверный 1325 |
25 |
150 |
- |
8 |
1,6 |
|
020 |
Токарно-револьверный 1325 |
25 |
150 |
- |
8 |
1,6 |
|
025 |
Фрезерный станок ГДР "Нескерт" |
120 |
200 |
- |
9 |
3,2 |
|
035 |
Токарно-револьверный 1325 |
25 |
150 |
- |
8 |
1,6 |
Таблица 2 – Технологическая характеристика применяемого оборудования
|
Модель станка |
Год изготовления |
Цена, млн.руб |
Категория ремонтной сложности |
Количество станков на операции |
Трудоемкость, мин |
Коэффициент загрузки станка |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
ОБ 6524 |
1965 |
2,368 |
4 |
1 |
0,117 |
0,48 |
|
1Б118 |
1964 |
15,869 |
14 |
1 |
1,284 |
5,27 |
|
1325 |
1955 |
18,792 |
15 |
1 |
1,459 |
5,99 |
|
1325 |
1955 |
18,792 |
15 |
1 |
2,783 |
11,42 |
|
"Нескерт" |
1984 |
23,44 |
18 |
1 |
1,26 |
5,17 |
|
1325 |
1955 |
18,792 |
15 |
1 |
1,739 |
7,14 |
Расчетное количество станков определим по формуле:
 , где Тв- такт выпуска,
шт/мин.
, где Тв- такт выпуска,
шт/мин.
 , где Фд- действительный
годовой фонд работы станка в две смены, Фд=4060 ч.
, где Фд- действительный
годовой фонд работы станка в две смены, Фд=4060 ч.
N- годовая программа выпуска деталей, N=10000 шт.
 .
.
Анализ приведенных в них сведений показывает, что станки, используемые на операциях 003 – 035, по габаритным размерам обрабатываемой заготовки, достигаемой точности и шероховатости поверхностей соответствует требуемым условиям обработки заданной детали. Все станки являются относительно недорогими. Категория ремонтной сложности их невысокая. Физическое состояние станков, находящихся на участке, удовлетворительное.
Схемы обработки заготовок на операциях являются достаточно прогрессивными. Однако станки моделей 1Б118 и 1325 морально устарели и сняты с производства. На операции 025 применяется современный фрезерный станок ГДР «Нескерт», который соответствует всем требованиям серийного производства.
Коэффициент загрузки применяемых для обработки данной детали станков невысокий. При замене станков на более производительные он еще более уменьшится. Поэтому станки должны быть дозагружены обработкой других деталей до среднего коэффициента загрузки не менее 0,6…0,7. Это может быть обеспечено при соответствующем подборе обрабатываемых деталей благодаря широким технологическим возможностям
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.