Технологический контроль чертежа
В ходе технологического контроля чертежа выявлено следующее:
· На чертеже проставлены все размеры, которые необходимые для изготовления детали;
· Шероховатость не всех поверхностей детали проставлена по
ГОСТ 2789 - 73 допуска и предельные отклонения размеров отвечают ГОСТ 25346 - 82 и ГОСТ 25347 - 82;
· Допуски форм и расположение поверхностей отвечает ГОСТ 24643 - 81;
· Требования к точности изготовления поверхностей детали „цилиндр низкого давления” отвечают требованиям, которые предъявлении к шершавости этих поверхностей.
3.3.1.Анализ служебного назначения и условия работы детали в узле
Деталь „цилиндр низкого давления” изготовлена с постоянные 30ХГСА, которая используется для изготовления деталей повышенной прочности, которые работают при довольно больших нагрузках. Также эта сталь используется для изготовления деталей зубчатых передач, осей, роликов, муфт и болтов.
Сталь 30ХГСА имеет следующий химический состав и механическую характеристику ГОСТ 1050-88[1]. Дание сводим к таблицам 2.1 и 2.2.
Таблица 1. Химический состав стали 30ХГСА(ГОСТ 1050-88), %
|
C |
Si |
Mn |
Cr |
P |
S |
|
Не более чем: |
|||||
|
0,27-0,34 |
0,9-1,2 |
0,8-1,0 |
0,9-1,0 |
0,04 |
0,04 |
Таблица 2. Механические свойства стали 30ХГСА
|
σ В, кгс\гг2 |
σ т, кгс\гг2 |
δ |
ψ |
a |
НВ |
|
≥110 |
≥85 |
≥10 |
>45 |
≥4,5 |
220... 240 |
Вывод: материал заготовки сталь 30ХГСА ГОСТ1050-88 отвечает заданным условиям работы детали в узле и может обеспечить надежную трудоспособность детали. Конструктивные особенности детали отвечают служебному назначению.
3.3.2.Определение типа производства
Для обоснования типа производства необходимо описать его за коэффициентом закрепления операций,
 (1)
(1)
но учитывая не возможность его использования без заводских данных используем приближенный табличный метод за массой и годовым объемом выпуска и определяем тип производства качественно (ВСВ, ССВ). После этого в соответствии за стандартом, который устанавливает численное значение Кз. в для данного типа производства выбираем его конкретное значение.
В соответствии с таблицей, тип производства согласно ГОСТ 3.1108-74 :
1. Кз. о. =1 ¾ массовое производство.
2. 1< Кз. в.<10 ¾ многосеррийное производство.
3. 10< Кз. в.<20 среднесеррийное производство.
4. 20< Кз. в.<40 ¾ малосеррийное производство.
5. Кз. о. ³40 ¾ единичное производство.
Вывод: все дальнейшие технологические решения будем разрабатывать для условий среднесеррийного типа производства с Кз. в = 13.
.3.3.3.Отрабатывание конструкции детали на технологичность
Технологичность - это свойства изделия, которые обеспечивают наибольшую простоту реализации технологического процесса.
Отрабатывание на технологичность представляет собой комплекс мероприятий по обеспечению необходимого уровню технологичности конструкции по установленным показателям, направленная на повышение производительности работы, снижению затрат и сокращение времени на изготовление изделия при выдерживание ее качества.
Оценка технологичности может быть двух видов:
- Качественная
- Количественная.
Качественная оценка характеризует технологичность конструкции вообще на основе опыта и допускается на всех этапах проектирования как предыдущая.
Количественная оценка технологичности изделия выражается числовым показателем и рациональная в том случае, когда эти показатели сильно влияют на технологичность изделия.
3.3.4.Качественные характеристики технологичности
Материал изделия - Сталь 30ХГСА, используется для изготовления деталей повышенной прочности, которые работают при довольно больших нагрузках.
В конструкции детали необходимо предусматривать как наибольшее количество поверхностей, которые не обрабатываются. Поверхности, которые обрабатываются должны быть простыми. При обработке детали не нужно использовать специальный резальный инструмент, все поверхности есть легкодоступные. Обеспечивается точное и надежное базирования в процессе обработки.
3.3.5.Количественные характеристики технологичности
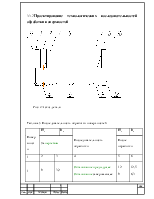
1. Уровень технологичности конструкции за точностью обработки:
Де Кб.тч, Ктч ¾ соответственно базовый и полученный коэффициенты точности обработки.
 Коэффициент точности обработки Ктч определяется
по формуле (2):
Коэффициент точности обработки Ктч определяется
по формуле (2):
(2)
 (3)
(3)
Тс ¾ средний класс точности обработки изделия;
ni ¾ количество размеров одного класса точности;
Т ¾ класс точности обработки.
Таблица 3. Количественная характеристика.
|
Поверхность |
Квалитет |
||
|
6 |
9 |
12 |
|
|
Цилиндрическая |
2 |
1 |
3 |
|
Линейная |
2 |
- |
- |
|
Коническая |
- |
2 |
2 |
 (4)
(4)
Кmч = 0,892 > 0,8 - это условие выполняется.
2.Уровень технологичности конструкции за шершавостью поверхностей:
 |
(4)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.