Для наглядности проведем сравнение гидравлических радиусов для нескольких профилей с одинаковой площадью живого сечения.
Для круглого сечения, дающего наименьшие потери, Rг будет максимальным, поэтому примем его равным 1;
для квадратного сечения (aхa) Rг=0,89;
для прямоугольного сечения (bx2b) Rг =0,84;
для прямоугольного сечения (сх4с) Rг =0,71;
для полукруга Rг =О,82;
для принятого сечения каналов-пульповодов Rг =0,83.
Отсюда видно, что принятый профиль каналов-пульповодов дает величину гидравлического радиуса, близкую к прямоугольнику со сторонами bх2b и большую чем Rг полукруга.
Профиль сечения каналов-пульповодов, близкий к профилю прямоугольника с Rг =0,84, позволяет пропускать элементы стружки значительной величины, а при возрастании диаметра кольцевого сверления ширина каналов может быть уменьшена до 0,8 В, что увеличит Rг и приведет к еще большему сокращению путевых потерь пульпы.
1.5. КОНСТРУКЦИЯ БОРШТАНГИ И ЕЕ ПРОЧНОСТЬ.
Борштанга (рис. 9.) является промежуточным звеном, связывающим инструмент со станком и сообщающим ему соответствующие движения во время работы. Борштанга воспринимает крутящие и осевые усилия резания с тем, чтобы передать их элементам станка. Она обеспечивает подвод жидкости к режущим
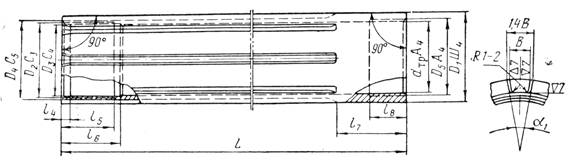
Рис. 9. Борштанга.
кромкам и отвод ее вместе со стружкой в процессе сверления, воспринимая внутреннее давление от напора.
Длина борштанги определяется длиной обрабатываемого отверстия. По своей конструкции борштанга проста, однако требования к концентричности и прямолинейности внутренних и наружных стенок и к точности изготовления канавок на ее наружном диаметре усложняют изготовление борштанги. В некоторых случаях борштангу выгодно делать составной (из нескольких частей), если длина ее больше, например, 2 метров и если нет подходящей по размерам для ее изготовления трубы-заготовки.
Важным конструктивным элементом борштанги является прямоугольная резьба, которая должна вместе с торцом обеспечивать правильное соединение ее с коронкой. Для компенсации угловых смещений канавок коронки канавки борштанги в передней части расширяются на 2-3 мм. Другой конец борштанги имеет также прямоугольную внутреннюю или наружную резьбу, служащую для соединения с кареткой станка. Толщина дна канавок у торца борштанги для малых диаметров сверления доходит до 0, 25 мм и поэтому нужна большая осторожность, чтобы это дно не прорезать. Перед резьбой со стороны коронки борштанга имеет центрирующую выточку.
Наружный диаметр борштанги выбирается по посадке A11 от номинала сверления. Этим обеспечивается необходимый зазор между борштангой и отверстием. Для уменьшения трения наружный диаметр должен иметь поверхность не ниже шестого класса.
Борштанга работает на скручивание и на продольный изгиб. Кроме того, она воспринимает внутреннее давление жидкости, которое при большой длине сверления может достигать значительных величин. Канавки на борштанге. расположены по образующей цилиндра. Их ширина выбирается в пределах 1-0,75В, так что при возрастании диаметра сверления выбирается меньший коэффициент.
Основным требованием к изготовлению канавок является выдерживание их глубины и чистоты стенок в пределах не ниже шестого класса. При использовании коронок для сверления, например на токарных или расточных станках, канавки на борштанге необходимо располагать по винтовой линии с тем, чтобы обеспечить лучший сход стружки, используя при этом вращение инструмента. Углы наклона канавок на коронке при этом должны быть доведены до 20-25°.
1.6. МЕТОДИКА КОНСТРУИРОВАНИЯ ТОНКОСТЕННЫХ КОРОНОК.
При проектировании инструмента для кольцевого сверления исходными данными являются: диаметр отверстия Dсв, длина отверстия или глубина сверления L, материал заготовки и его состояние, имеющееся оборудование для глубокого сверления.
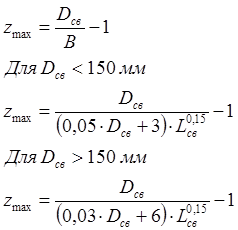
Ширина реза определяется в зависимости от диаметра и длины сверления по формуле:
![]()
Dсв - диаметр отверстия.
Lсв - длина отверстия.
Наружный диаметр коронки Dh10 (см. Лист 6) назначается в зависимости от технологического допуска на диаметр отверстия. Для обеспечения номинального размера диаметра сверления предельно износившимся инструментом используется~⅓ часть допуска Δ.
Диаметр направления коронки назначается по широкоходовой посадке 4-го класса от Dсв т. е. D1A11.
Глубина стружкоотводящих канавок равна 0,5В, следовательно, размер по дну канавок D4H12= Dh10-B.
Наружный диаметр крепежной резьбы D2H9 выбирается менее размера диаметра канавок D4H12 на 0,5÷1 мм соответственно возрастанию диаметра сверления.
Внутренний диаметр корпуса коронки dкH11 выбирается с учетом величины зазора между ним и центральным стержнем B2=0,15В и составит
dкH11= dст+0,ЗВ.
Крепежная резьба коронки имеет прямоугольный профиль, который позволяет использовать очень небольшую высоту нитки от 0,07 до 0,09В, не ослабляя сечение по резьбе. Шаг резьбы Т выбирается таким, чтобы обеспечить угол наклона нитки в пределах от 4º30’ до 6°. Для обеспечения совпадения канавок на коронке с канавками на борштанге число заходов резьбы выбирается кратным числу зубьев коронки. Длина резьбовой части коронки выбирается в пределах от 0,65 до 0,35 Dсв соответственно возрастанию диаметра.
Канавки на наружном диаметре коронки имеют уширение, обеспечивающее лучший сход стружки. В начале ширина канавок выбирается равной 0,8В, в конце равна В; размер определяется по хорде; ширина канавки у дна несколько меньше.
Длина направляющей части коронки, отнесенная к диаметру сверления, составляет 1÷0,5 Dсв соответственно возрастанию диаметра. Эта длина должна позволить двух-трехкратный монтаж пластинок твердого сплава с целью многократного использования корпуса.
Число зубьев коронки определяется в зависимости от диаметра сверления по формулам:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.