Для обеспечения правильного резания по заранее принятой схеме режущие и вспомогательные элементы зубьев коронки должны иметь соответствующую геометрию.
Геометрия зубьев коронки, как указывалось, является комбинированной, т. е. построенной по принципу деления ширины реза и подачи. Одна половина зубьев - торцовые и имеет одну режущую кромку, а другая – боковые - две режущие кромки.
Для правильной одновременной работы зубьев коронки большое значение имеет одинаковая высота идентичных зубьев. Режущие кромки торцовых зубьев должны по высоте быть одинаковыми с отклонением не более ±0,01 мм. Режущие кромки боковых зубьев должны лежать на одной соответственно внутренней или наружной конической поверхности с погрешностью не более ±0,01 мм. Контроль этих параметров осуществляется при заточке при помощи индикаторного прибора.
Большое значение для правильного резания и стружколомания имеет также выдерживание размеров стружколомов или выкружек на передней грани зубьев. Хотя эта операция является довольно-сложной и требует частой заправки абразивного круга, выкружка должна выполняться тщательно, по соответствующему эталону или по шаблону. Величина задних углов зубьев выбирается в пределах от 3 до 5°, так как большие задние углы дают неплавное резание в начале работы инструмента, хотя по мере затупления режущих кромок, вибрации постепенно прекращаются.
Передние углы, как указывалось выше, для твердого сплава ВК8 следует выбирать отрицательные, в пределах от минус 5° до минус 7°, как дающие наилучшую стойкость режущих кромок.
У торцовых зубьев, имеющих одну режущую кромку, длина ее выбирается в пределах от 0,35 до 0,4В и располагаться одна должна в центре зуба, так как смещение в какую-либо сторону будет вызывать неправильное резание следующего зуба. Выступание режущих кромок торцовых зубьев за поверхность боковых зубьев должно быть в пределах от 0,1 до 0,15 мм. Боковые зубья имеют две режущие кромки, расположенные под углом 60 ° к оси инструмента. Эти кромки относительно оси зуба должны быть симметричны, в противном случае появятся радиальные составляющие от сил резания, которые будут стремиться или сжать коронку, или разорвать ее.
Торец коронки с выступающими на нем режущими зубьями является самым важным участком инструмента и от выполнения его конструктивных элементов и размеров при изготовлении и переточках будет зависеть успешная работа инструмента. Важно выдержать не только геометрию режущих кромок зуба, но и размеры скруглений и обтекаемость перемычки и канавки у торца. Необходимо выдерживать также расстояние торца корпуса коронки от торцов зубьев, снимать все заусенцы, скруглять острые углы после переточки и не создавать при нормальных условиях потери давления в торце коронки свыше 1-2 кГ/см2 при работе на сульфофрезоле.
 Описанный
вариант геометрии режущих зубьев коронки следует считать оптимальным и
практически легко выполнимым в производственных условиях.
Описанный
вариант геометрии режущих зубьев коронки следует считать оптимальным и
практически легко выполнимым в производственных условиях.
Остановимся коротко на других вариантах геометрии зубьев коронки.
|
а) |
б) |
|
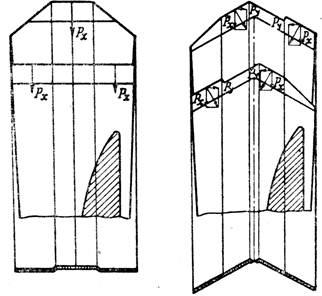
Рис. 8. Варианты геометрии зубьев |
|
Наиболее простым и легко выполнимым практически является вариант геометрии зуба с расположением всех режущих кромок в одной или двух плоскостях (см. рис. 8 а). Этот вариант геометрии используется в конструкциях трепанирующих головок с боковыми направляющими, без которых почти всегда будут иметь место явления так называемого разбора или самопроизвольного постепенного увеличения диаметра высверливаемого отверстия. Уже на небольшой длине сверления эти разборы доходят до 2- 3 мм и заготовка должна браковаться, так как припуски на окончательную обработку могут оказаться недостаточными. Этот вариант
геометрии сам по себе не дает устойчивого равновесия инструмента во время работы ввиду отсутствия радиальных составляющих сил резания, поэтому прибегают к смещению режущих зубьев по окружности в одну сторону, отчего образуется неуравновешенность по суммарному крутящему моменту, воспринимаемая специальными боковыми направляющими.
В вариантах геометрии с наклонными режущими кромками предпочтителен вариант, представленный на рис. 8 б. Эта геометрия делит контур резания на четыре части, что, хотя и усложняет заточку инструмента, но может применяться в случае уменьшенной глубины каналов-пульповодов, так как элементы стружки в этом случае значительно мельче, чем в варианте деления контура на три части.
При внедрении какого-либо варианта геометрии необходимо учитывать еще и его косвенные возможности как, например, переточка торцовых зубьев на боковые и наоборот - без большого съема материала резцов, что часто приходится делать из-за выкрашивания на тех или иных режущих кромках. В тонкостенных коронках почти совершенно исключается применение варианта геометрии с делением контура резания при помощи стружколомов, наносимых на заднюю грань, ввиду трудности или невозможности выполнения вообще этой геометрии на пластинках твердого сплава.
1.4. Профиль стружкоотводящих каналов-пульповодов.
Канавка, как указывалось выше, является пульповодом - полостью для отвода стружки вместе с жидкостью от режущих кромок зуба коронки. Поэтому - форма ее или профиль должны быть конструктивно выполнены так, чтобы по возможности дать наименьшие путевые потери напора жидкости и совершенно свободное прохождение элементов взвешенной в потоке стружки. Кроме того, профиль канавки должен быть прост в изготовлении.
Рекомендуемый профиль канавок представляет собой контур, ограниченный в поперечном сечении прямыми линиями, и напоминает симметричную трапецию. Дно канавки плавно сопрягается радиусами с его боковыми стенками, направленными к центру.
Канавки выбранного профиля просты в производстве и доступны для отделки полировкой. Скругления в углах дают возможность избежать вредных завихрений потока жидкости.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.