|
|
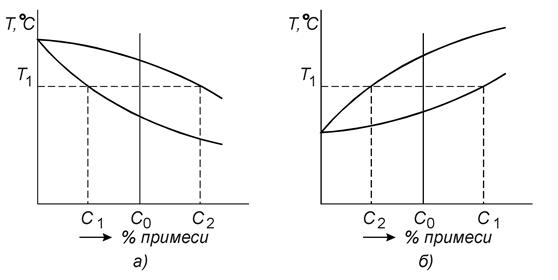
Рис. 65. Две схемы диаграммы состояния, характеризующих прямую (а) и обратную (б) дендритную ликвацию
На рис. 65, б изображена схематично часть диаграммы состояния
металла и примеси, повышающей температуру затвердевания металла. Здесь при
температуре Т1 несколько ниже температуры ликвидуса из сплава
с исходной концентрацией С0 выделившая твердая фаза имеет
концентрацию С2 < С0, и здесь коэффициент
распределения  , что характеризует обратную
ликвацию. Для большинства металлов и сплавов коэффициент распределения меньше
единицы, т.е. имеет место прямая дендритная ликвация. Степень развития
дендритной ликвации определяется величиной коэффициента распределения примеси в
металле. Для стали степень развития дендритной ликвации различных элементов в
зависимости от коэффициента распределения представлена на рис. 66. Сера и
фосфор имеют минимальные значения коэффициентов распределения в железе и потому
являются сильно ликвирующими элементами. Никель, хром, марганец характеризуются
коэффициентами распределения близкими к единице и поэтому практически не
ликвируют в железных сплавах.
, что характеризует обратную
ликвацию. Для большинства металлов и сплавов коэффициент распределения меньше
единицы, т.е. имеет место прямая дендритная ликвация. Степень развития
дендритной ликвации определяется величиной коэффициента распределения примеси в
металле. Для стали степень развития дендритной ликвации различных элементов в
зависимости от коэффициента распределения представлена на рис. 66. Сера и
фосфор имеют минимальные значения коэффициентов распределения в железе и потому
являются сильно ликвирующими элементами. Никель, хром, марганец характеризуются
коэффициентами распределения близкими к единице и поэтому практически не
ликвируют в железных сплавах.
|
|
|
|
Рис. 66. Зависимость дендритной ликвации от коэффициента распределения |
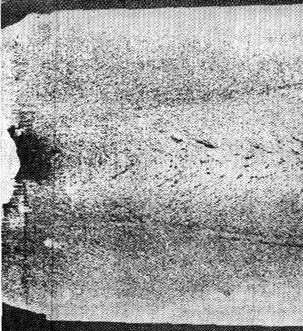
Рис. 67. Продольный разрез стального слитка |
Зональная ликвация в металлах и сплавах имеет различные проявления. Так ликвация по удельному весу (точнее по плотности) компонентов проявляется в сплавах, когда примесь (легирующий элемент) обладает плотностью значительно отличающейся от плотности основного металла и при этом примесь мало растворима в твердом и жидком металле. Например, в массивных отливках, формирующихся в песчаных формах из высокосвинцовых бронз типа БрС30 часто наблюдается ликвация свинца: в нижних зонах отливки – более высокая концентрация свинца, а в верхних зонах пониженная концентрация свинца. Очевидными мерами, снижающими этот вид ликвации являются ускорение затвердевания отливок – вместо песчаных форм применяют металлические, а также перемешивание жидкого сплава.
Специфично проявляется зональная ликвация на стальных слитках и тяжелых отливках. На рис. 67 представлен продольный разрез стального слитка массой 5 т и серный отпечаток с поверхности его. Вблизи оси слитка наблюдается V-образная ликвация в виде концентрированных скоплений сульфидов и других примесных элементов. На удалении от оси слитка можно видеть l-образную ликвацию, иногда называемую «усами». А наибольшее скопление ликватов – темное пятно в осевой части под прибылью (рис. 67).
Зональная ликвация в стальных слитках отрицательно проявляется при пластической деформации слитков – появление трещин и разрушение заготовок по ликвационным зонам.
Образование V-образной и l-образной ликвации в стальных слитках и отливках связано с разделительной диффузией, характеризуемой величиной коэффициента распределения, а также с более сложными физическими процессами: фильтрация ликвата в двухфазной зоне, деформационное осаживание твердожидкой массы сплава.
Основное направление в технологических процессах для снижения ликвации – уменьшение концентрации сильно ликвирующих элементов в сплавах, в сталях – серы и фосфора.
На ликвационных явлениях разработаны кристаллизационные методы рафинирования металлов: метод нормальной направленной кристаллизации, метод вытягивания монокристаллов и метод зонной плавки. Все эти методы основаны на том, что растворимость примесей в твердой кристаллизующейся фазе значительно меньше, чем в жидком сплаве (Кр << 1).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.