2.5 Схема базирования детали
Для деталей «корпусные», технологической базой являются - станина.
Схема базирования детали изображена на рисунке 1.
 |
Рисунок 1 - Схема базирования детали
2.6 Подефектная технология
Подефектная технология представлена в таблице 9.
Таблица 9 - Подефектная технология
|
Наименование и содержание операции |
Установочная база |
Наименование, марка оборудования |
|
Дефект 1 |
||
|
005 слесарная Зачистка поверхности, разделка кромок трещины |
Настольные тиски |
Шлифовальная машинка |
|
010 сварочная Заварка трещины |
Сварочный аппарат ПРМ - 4 |
|
|
015 слесарная Зачистка сварного шва |
Шлифовальная машинка |
|
|
Дефект 6 |
||
|
005 токарная Прочистить отверстие |
Станина |
Станок алмазно-расточной модели 278 |
|
010 наплавочная Наплавить отверстие |
Наплавочная установка ОИС - 1252А |
|
|
015 токарная Расточить отверстие |
Станок алмазно-расточной модели 278 |
|
|
020 Контрольная |
||
2.6.1 Выбор технологического и подъемного оборудования, приспособлений и инструмента.
- Наибольший - 165 мм
- Наименьший - 65 мм
2. Наибольшая длина расточки шпинделем 62 - 185 мм
3. Вылет шпинделя, мм
- от шпинделя бабки - 270
- от направляющей станины - 340
4. Расстояние от торца шпинделя до стола, мм
- Наибольший - 30 мм
- Наименьший - 580 мм
5. Наибольшее перемещение стола
- продольное - 400 мм
- поперечное - 50 мм
6. Число оборотов шпинделя в минуту
- 80; 112; 160; 224; 315; 450
7. Подачи в, мм/об
- 0,05; 0,08; 0,0125; 0,2
8. Мощность электродвигателя - 1,7кВт
9. Габаритные размеры, мм
- 2700 ģ 1405 ģ 2000
10. Масса станка, - 2250 кг
Нутромер индикаторный НИ10-30 ГОСТ 868-82
Микрометр 75 -100 мм ГОСТ 4381 - 87
Наименование операции, содержание переходов |
Оборудование приспособления |
Технические требования на переходы и контроль |
Инструмент |
||
Рабочий |
Измерительный |
||||
005 СлесарнаяА Установить, снять |
|||||
Зачистить поверхность вокруг трещины |
ТискиШлифовальная машинка ЦП - 2002 |
Шлифовальный круг ПП 9003053054С46 С М28КГОСТ 2424-67 |
Штангенциркуль ШЦ II-250-0.05ГОСТ 166-80 |
||
2 Разделать кромки трещины по всей длине под углом 90° |
Шлифовальная машинка ЦП - 2002 |
Шлифовальный круг ПП 9003053054С46 С М28КГОСТ 2424-67 |
Штангенциркуль |
||
010 сварочная |
Полуавтомат ПРМ-4 с источником питания ВС-500 |
||||
1 Заварить трещину по всей длине |
|||||
015 Слесарная |
Шлифовальная машинка ЦП - 2002 |
||||
1. Обработать сварочный шов |
Шлифовальный круг ПП 9003053054С46 С М28КГОСТ 2424-67 |
Штангенциркуль |
|||
020 РасточнаяА Установить, снять |
Станок алмазно-расточной модели 287 |
||||
Наименование операции, содержание переходов |
Оборудование приспособления |
Технические требования на переходы и контроль |
Инструмент |
|
Рабочий |
Измерительный |
|||
1. Расточить отверстие |
До Æ 84 мм |
Резец Р18ГОСТ 6743-61=90 |
ШтангенциркульИндикатор нутромер НИ10-30 ГОСТ 868-82 Микрометр 75-100 мм ГОСТ 4381-87 |
|
025 НаплавочнаяА Установить, снять |
Наплавочная установкаОИС-1252А |
Штангенциркуль Индикатор нутромерМикрометр |
||
Наплавить восстанавливаемую поверхность |
До Æ 81 мм |
Наплавочная проволока |
Штангенциркуль |
|
030 Расточная |
Станок алмазно-расточной модели 287 |
|||
|
А Установить, снять 1 Расточить отверстие |
ШтангенциркульИндикатор- нутромер |
|||
|
035 Контрольная |
||||
|
А Установить, снять 1 Соосность отверстий |
Специальное приспособление |
ШтангенциркульИндикатор- нутромер Микрометр |
||
2.8 Режимы обработки и техническое нормирование.
1. Расчет неполного оперативного времени, мин
 |
|||
![]() Q = 24 Количество параметров (площадь),
Q = 24 Количество параметров (площадь),
К = 0,6 … 0,7 - время на вкл и выкл шлифовальной машинки
 |
4. Рассчет штучного времени, мин
 |
5. Рассчет числа деталей в дневной партии
 |
 |
010 Сварочная
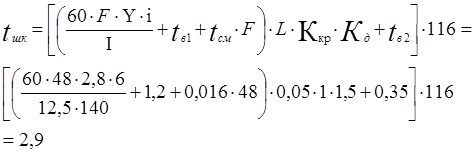
1. Рассчет штучно калькуляционного времени, мин
 |
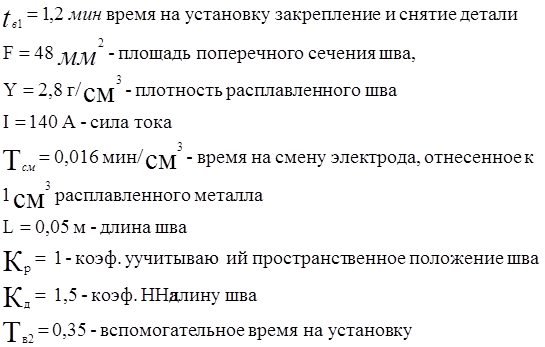 |
1. Рассчет неполного оперативного времени, мин
 |
||
К = 0,6 … 0,7 - время на вкл и выкл шлифовальной машинки
2. Рассчет оперативного времени, мин
 |
 |
5. Рассчет числа деталей в дневной партии
 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.