















Министерство образования Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
«СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ИНДУСТРИАЛЬНЫЙ
УНИВЕРСИТЕТ»
Кафедра экономики и менеджмента
Технико-экономические расчеты
процесса изготовления отливок
Методические указания к выполнению курсовой работы по дисциплине «Управление производством» для специальности
«Литейное производство черных и цветных металлов» (110400)
Новокузнецк
2004
УДК 658.5:621(07)
Рецензент:
кандидат экономических наук, доцент кафедры
«Экономики и управления горным производством»
ГОУ ВПО «СибГИУ»
Б.Н. Медведев
Т 38 Технико-экономические расчеты процесса изготовления отливок: Метод. указ. / Сост.: Г.Ф. Зайнутдинов: ГОУ ВПО «СибГИУ». – Новокузнецк, 2004. - 41 с.
В указаниях по курсовому проектированию приведены основные методические положения, формулы и формы для расчета комплекса задач, решаемых в процессе организации и планирования производства.
Предназначены для студентов-литейщиков специальности 110400 «Литейное производство черных и цветных металлов».
Общие положения
Выполнение курсовой работы на тему «технико-экономические расчеты процессов изготовления отливки N в условиях массового производства» основано на использование справочной литературы, на изучении опыта работы литейного цеха и подбора необходимых заводских данных в ходе специальной практики.
Курсовая работа включает рассмотрение следующих вопросов:
· технологический процесс изготовления отливки;
· расчет балансов основных материалов;
· норм времени на выполнение основных технологических операций;
· формовочно-сборочно-заливочного отделения;
· численности производственных рабочих и фонда заработной платы;
· себестоимость 1 т годных отливок.
Задание на курсовую работу выдается студенту перед отъездом на специальную практику в конце 8-го семестра. При выдаче задания со студентом проводится беседа, в ходе которой освещаются назначение и содержание работы, а так же перечень необходимых материалов, исходных данных и источниках их получения. После проверки материалов, собранных студентом по месту прохождения специальной практики, руководитель в начале 9-го семестра конкретизирует задание, утверждая выбранный студентом вид отливки N, устанавливая способ машинной формовки, годовой объем производства отливок и режим работы цеха.
Курсовая работа оформляется в виде записки объемом 25-40
3
страниц. Оформление текста, таблиц и рисунков должно соответствовать ГОСТ 7.32-81. Небрежное написание записки, равно как и наличие многочисленных грамматических, синтаксических и стилистических ошибок, недопустимо. Небрежно оформленные курсовые работы к защите не допускаются.
Все расчеты в записке производятся для отливки, наименование (N) которой указано в теме. Ниже приводится содержание каждого раздела курсовой работы и дается в примерах методика выполнения расчетов по разделам.
4
Методика выполнения расчетов
1 Технологический процесс изготовления отливки
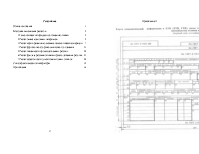
Для расчетов студентом выбирается отливка любого развеса и сложности, имеющая стержни. В данном разделе курсовой работы указывается техническая характеристика отливки: полное наименование отливки и изделия, для которого она предназначена; вид металла; основные требования к поверхности, отверстиям и внутренним полостям. На выбранную отливку приводится технологическая карта (приложение), заполненная по всем разделам в ходе практики. К ней следует приложить эскизы формы в сборе, позволяющие установить расположение отливок и литниковой системы в форме, сложность формовки, отделки и сборки формы. Далее следует привести перечень и содержание основных операций по выполнению формовочных, смесеприготовительных, плавильных, стержневых, заливочных, выбивных, обрубных и очистных работ с указанием используемого оборудования и его характеристик.
2 Расчет баланса основных материалов
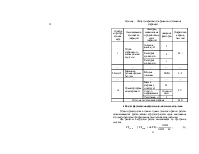
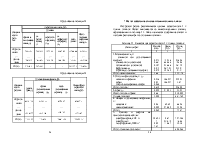
Баланс основных материалов составляется на основе технологической карты. Состав шихты и уровень отходов (угара, скрапа, сливов) и брака устанавливается по данным цеховой плановой калькуляции себестоимости литья или по нормативам для проектирования литейных цехов. Методика составления баланса показана в нижеприведенном примере.
Пример.
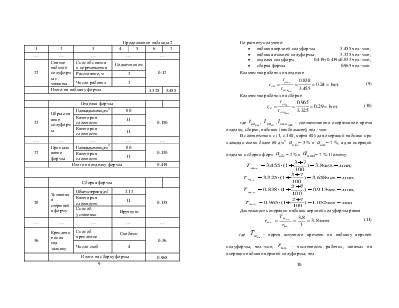
По данным технологической карты установлены:
· масса отливки (q) 175.1 кг,
· масса литниковой системы (qл) 17.5 кг.
· масса прибылей (qприб) 77.4 кг.
Итого масса металла в форме 270 кг.
Общий расход металлошихты принимаем за 100 %. Расход шихты на отходы (скрап, угар, брак) принимаем по данным цеха (или по справочным нормативам):
· чугун и стальной лом 0.6 %
· угар 5.8 %
· брак 1.75 %
Итого 8.15 %.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.